



我们先来看几起车祸案例——
二战初期,澳大利亚皇家海军一架战斗机因发动机主轴断裂而倒塌,导致飞机坠毁,造成所有人死亡。 这一事件震惊了日本朝野。
1975年,英国伯明翰一家炼油厂一根15厘米碳钢管突然断裂,引发爆燃火灾,导致生产长期停产。
日本开采克拉克气田时,管道破裂,引发火灾,持续了一个月。
我国在开发大型油田时,曾因管道破裂发生井喷,造成重大损失。
日本北极星导弹因固体燃料底盘外壳破裂而无法发射,美国海军一架F-11战斗机突然在空中坠毁。
路上行驶的车辆因传动轴突然断裂而翻车、车床上正在铣削的刀具突然断裂等事故不计其数。
这种特大恶性车祸,发生瞬间,没有提前预警,未经协商就分手,严重威胁人民群众生产财产安全。 本来,科学工作者对于事故原因众说纷坛,一筹莫展。 后来经过多年的观察和研究,终于发现了这一系列恶性车祸的罪魁祸首——氢脆。
揭开氢脆断裂之谜
氢脆一般表现为钢的塑性显着下降,延展性显着降低,在静载荷(往往高于材料的σb)作用一段时间后有断裂倾向。 众所周知,氢在钢中具有一定的溶解度。

在冶炼过程中,钢水熔化后,钢中会残留微量的氢。 一般生产的钢的氢含量在很小的范围内。 随着温度急剧下降,氢在钢中的溶解度迅速增大,即将析出过饱和氢。
氢是钢中扩散速度最快的元素,其原子直径最小,在高温区仍具有很强的扩散能力。 如果冷却时钢中的氢有足够的时间从表面逸出或钢中的氢浓度较低,则不易发生氢脆。 如果冷却速度较快,钢件截面尺寸较大什么钢材不易变形,或钢中氢浓度较高,则位于钢件中心的氢来不及逸出,氢不足,进入钢的一些缺陷,如枝晶间隙和气孔。 里面。 如果氢在缺陷附近聚集,形成强大的内压,就会引起微裂纹的萌生和扩展。 这是因为缺陷吸附氢原子后,表面能大大增加,导致钢材损坏所需的临界挠度也降低。
一般来说,钢的氢脆发生在-50℃~100℃之间。 水温低时,氢的扩散速度太慢,积累量太少而无法沉淀; 在低温下,氢会从钢中“烤”出来,不会发生氢脆损坏。 随着科学的发展,人们发现了氢脆机理的新观点:氢促进裂纹尖端区域的塑性变形,塑性变形又促进氢在该区域的集中,从而增加该区域的断裂挠度值。 这促进了微裂纹的形成,并且裂纹的扩展还伴随着塑性流动。
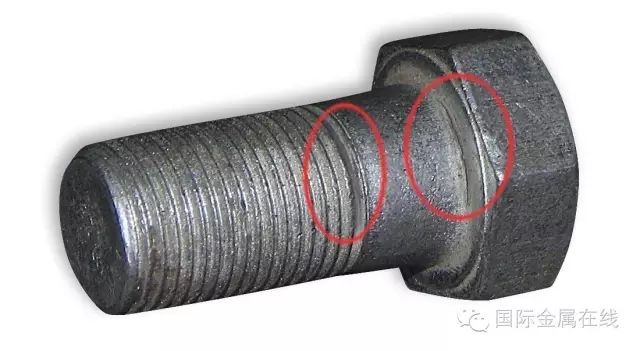
▲紧固件氢致裂纹
影响钢氢脆裂纹的因素
多年研究发现,影响钢材氢脆开裂的主要因素包括以下三个方面:
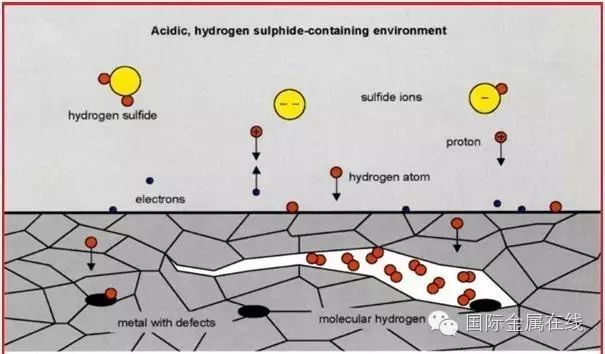
环境触发因素
例如,当钢材处于含氢量较高的环境中,如水、酸或氢气时,氢通过钢材表面的吸附而扩散,导致钢材变脆。 同时,氢分压对氢裂纹扩展速率有显着影响,增加甲烷压力会降低氢脆敏感性。
硬度触发
一般来说,钢越硬,氢脆的敏感性就越大。 美国一些发达国家明确规定“不允许对高硬度钢进行酸洗”,就是为了避免氢脆。 物理成分通过硬度影响钢的氢脆断裂。 这是因为氢与S、P等原子烧蚀进入共晶会导致晶粒结合力下降,从而导致氢键首先断裂。
热处理
研究发现,钢的氢脆与其显微组织和热处理密切相关。 实验和事实表明,结构的热力学稳定性越差,对氢脆的敏感性越大。 碳化物、铁素体等组织的氢脆倾向远高于马氏体,但以网状分布的高碳马氏体最为敏感。
防止氢脆的热处理措施
在热处理产业链中,多道工序需要酸洗,如渗碳后和渗碳前酸洗、喷丸前回火后酸洗、蒸汽处理或氧渗碳前酸洗、TiN等表面强化前酸洗、镀镍前酸洗、不同阶段酸洗的目的不同。 有的是消除氧化皮,有的是提高型腔表面活性,有的是降低规格。 传统的酸洗工艺复杂、流程长、成本高、能耗高、污染严重、劳动条件恶劣等,更可怕的是它对钢材的内在质量造成很大危害——氢脆。 因此,改进酸洗工艺,采取措施防止氢气渗漏已成为几代人关心的问题。
酸洗工艺的改进
钢材表面的磨损主要是由铁的氧化物和氢氧化物引起的。 这种磨损的消除主要是通过表面活性剂等酸性成分的协同作用来完成的。 动作过程大致就是熔化、破裂。 为了克服传统酸洗带来的缺陷,可进行以下改进。
首先,增加酸含量。 钢件一般采用30%~35%HC1(质量分数),可快速去除氧化皮,但耗气量大,废气重,对碳化物腐蚀性强,产品质量无法保证。 例如,采用低含量酸洗工艺在减少酸消耗、改善环境、提高模具型腔表面质量等方面具有显着的经济效益和社会效益。 该过程依靠氧化皮的微孔性,在润湿剂的作用下,酸迅速渗透到零件与氧化皮之间的界面发生Fe+2HC1==+H2↑的化学反应,并利用甲烷的机械裂解作用。 ,达到去除氧化皮、清洁表面的效果。 由于氧化物在稀酸中反应温和,尿素等缓蚀剂对裸露的碳化物有较强的吸附力,避免了过度腐蚀,增加了酸的无用消耗,同时也减少了模具型腔内氢渗透的次数。
其次,利用混酸的综合特性。 生产中常用的除锈液有硫酸或盐酸液,但它们的性质不同。 如果将硫酸和硝酸按适当的比例混合成混合物,则可以兼具两者的功能,不仅可以提高除锈率,而且会增加成本。 工作体温。
再次,使用多功能高效除油除锈剂。 近年来,出现了多种除油除锈剂和“二合一”等快速除锈剂,并得到广泛应用。 这是钢材酸洗工艺的重大进步。
最后采用特殊的酸洗工艺。 根据不同模具型腔的形状、用途和热处理状况,采用不同的酸洗工艺,这意味着酸洗工艺也应个性化。
避免氢脆的措施
酸洗过程中的加氢是一个相当复杂的过程,涉及腐蚀的共轭步骤、氢在金属表面的吸附、析出、溶解到金属内部的并联和串联步骤,还涉及深层次的化学反应。偏转腐蚀。 问题。 研究表明,在酸洗条件下,直接电物理检测氢渗透是研究酸洗过程氢渗透行为的可行方法。 为了降低钢件的氢渗透程度,可采取以下措施来防止氢渗透。
首先介绍多功能慢速抑制。 多功能缓蚀剂具有缓蚀、抑雾功能。 除酸洗速度快外,还具有很强的抑制氢渗透的功能,具有很高的缓蚀率。
二是控制酸洗条件。 钢在酸洗液中的渗氢量与甜度关系不大,而与酸洗温度和酸洗时间的平方根成反比。 建议使用酸含量较高、酸洗时间较短的酸。 洗涤技巧。 对高速钢渗碳件等高硬度钢进行酸洗时更应注意这一问题。 具体生产单位应制定严格的工艺流程,对酸含量、酸液温度、酸洗时间三大要素进行控制。
三是注意挠度腐蚀问题。 挠度腐蚀开裂是指静载荷拉伸挠度与模具型腔内特定的腐蚀环境共同作用而引起材料的延性脱落的过程。 对于已经调直的渗碳零件,无论是正打还是反打,所有调直的螺孔都必须先反曲,然后酸洗。 氢脆引起裂纹或脆化的可能性非常高。 许多单位都吸取了深刻的教训。 ,但并没有引起足够的重视。
第四,避免金属杂质污染酸洗液。 研究发现,当酸洗液中富含P、As、Sn、Hg、Pb、Zn、Cd等金属杂质时,会减少氢渗透量,减缓氢脆破裂倾向。
五、置换氢处理。 对于任何酸洗型腔,最好在180~200℃×3~4h进行氢驱处理。
氢脆试验方法
如果因热处理或表面处理而发生氢渗透,应在最短的时间内驱除,以免预制构件因氢脆而失效。 氢脆的形成也可以通过实验确定。
原民航部制定了氢脆测量标准( )供参考。 本标准规定了采用延迟破坏法测试和鉴定经镀镍和物理覆盖工艺处理后伸长硬度≥≥的结构钢和高硬度钢的氢脆性能。
方法原理
由于氢和挠度的作用,结构钢和高硬度钢在大于屈服硬度的静载荷作用下一定时间会产生初始延性裂纹。
氢脆试样技术要求
主要有四点:
首先什么钢材不易变形,样品材料。 应采用与产品零件相同的材料,并热处理至伸长硬度上限(强度与伸长硬度有一定的对应关系)。
二、试件的形状和规格。 延迟破坏试件的形状和规格应符合右图的要求。 除图中所示的规格公差外,其他规格公差应符合国家有关几何和位置公差规定。
三、标本的制作。 沿材料的纤维方向加工样品,如图所示。 粗加工后,热处理至所需的延伸硬度,然后精加工至规定的规格。 缺口采用中软泥岩碳化硅磨盘磨削。 切割时,确保切口内径光滑。 切割后进行投影检查,确保切口规格符合图纸要求。 一一核对缺口内半径规格(图中φ4.5±0.05mm),并记录数。
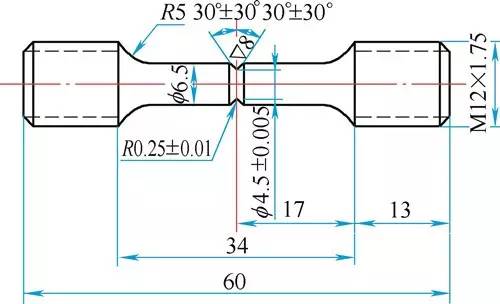
间隙指示
第四,涂覆前应消除样品的切割变形。 消除偏斜的最高温度应比型腔渗碳温度低10℃~20℃。 同时,应避开材料的渗碳塑性区,以保证挠度消除后,试样的韧性不会增加。
测试方法
样品应按规定的电镀工艺制备和电镀。 被涂样品缺口处的涂层长度应不大于12~18μm。 镀层应一次完成,不允许脱膜或重复镀镍。 镀后样品应尽快脱氢(不超过3h)。 除氢规范应符合钢锥面或电镀工艺规范。
延迟失效试件可根据总载荷在适当吨位的耐用试验机上进行试验。 加载时,根据镀前缺口内的规格估算样品的横截面积。 样品承受的静载荷为未涂层样品缺口伸长硬度的75%,记录断裂时间。
未电镀试样的缺口伸长硬度应为3至5个试样的平均值。
结果评估
使用 6 个相等的样本进行延迟失效测试。 如果钢材在规定的载荷下200小时不断裂,则认为该钢材经过本次镀覆处理后氢脆性能合格。 如果样品的断裂时间大于200h,则认为氢脆性能不合格。
来源:热处理生态圈(ID:heat-news)、国际金属在线制造
超级福利:
机械时代网络
想学习Proe/Creo的实用方法吗?
长按二维码,分分钟搞定!





