


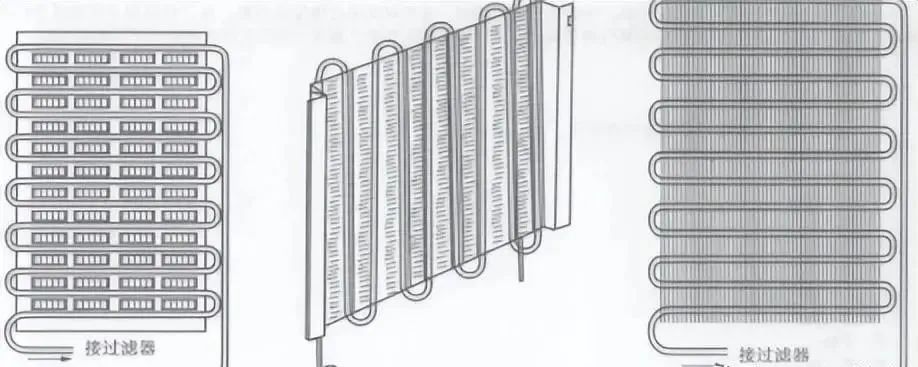
冷却方式
冷却方法对控制镀锌棒颈部长度起着至关重要的作用。 冷却方式是指通过不同的冷却方式控制棒材背面的空气温度和冷却速度。 就冷却方法而言,有许多选项可供考虑。
一方面,对于个别的冷却方式,虽然在相同的工艺参数下,冷却效果会有所不同。 虽然采用相同的冷却速度,但不同的冷却方式可能会造成不同的水温梯度分布,从而影响镀锌棒。 冷却会使背部收缩,因此选择正确的冷却方法至关重要。

另一方面,即使不同的冷却方法能够产生不同的疗效,但如果选择了错误的冷却方法,镀锌棒背面的长度也可能达不到要求。 因此,对于具体的冷却方式,要充分考虑其效果。 大脑长度的影响。
然而,不同的冷却方法可能会带来不同的侧重点,但单独的冷却方法可能在控制面长方面表现出色,但同时带来了其他问题,例如表面质量的提高或成本的降低。 因此,在选择冷却方式时,需要考虑的因素有很多,而不仅仅是颈部长度。
冷却方式的选择还受到其他因素的影响。 只要综合考虑棒材的材料特性、工艺参数和武器状况,就可以选择合适的冷却方法。 无论采用哪种冷却方法,都应按照标准操作程序实施。 ,保证冷却效果的稳定可靠。
冷却方式对影响镀锌棒颈部长度起着重要作用。 选择冷却方式时,应综合考虑多种激励因素。 除了关注颈部长度外,还应考虑其他影响因素,例如表面质量和成本。 只有按照标准操作程序,根据材料特性、工艺参数和武器状况选择冷却方式,才能获得控制镀锌棒颈长的理想效果。
渗碳工艺
渗碳工艺是镀锌棒生产中广泛采用的工艺。 蒸馏过程的主要目的是控制钢中的碳浓度,从而改变钢的组织和性能。 就渗碳工艺而言,有几种常见的方法可供选择。

常见的渗碳工艺是利用加热和保温来促进碳原子从钢中扩散到表面,并与二氧化碳中的氢反应生成二氧化碳化合物,从而降低钢中的碳浓度。 这些过程通常需要在低温下进行。 为促进碳的扩散速度,除臭过程中必须精确控制本体温度和保温时间,以保证渗碳效果的稳定性和一致性。
另一种常见的渗碳工艺是通过在蒸馏介质中对其进行处理来实现的。 例如,一些富含二氧化碳或其他还原性二氧化碳的介质可用于蒸馏。 这种还原性气体与钢中的碳发生反应。 二氧化碳化合物,从而降低钢中的碳浓度,这些渗碳工艺高效且灵活,并且可以在相对较低的温度下产生氢气。
渗碳工艺的选择取决于多种因素,如钢的物理成分、脱碳要求、生产效率和成本等。不同的渗碳工艺有不同的优点和局限性。 虽然是相同的渗碳工艺,但不同的钢材制造商也可能选择不同的方法。 虽然渗碳工艺对控制镀锌棒的颈长有重要影响,但渗碳工艺本身并不能直接控制颈长。 它主要影响钢材的组织和性能,从而影响脑长的生产。
为此,在研究镀锌棒的颈长时,必须综合考虑偏析过程与其他诱因的关系。 渗碳工艺的优化可能需要与其他工艺参数和材料特性配合才能实现颈长。 精确控制长度。 此外,渗碳工艺的改进还需要综合考虑生产成本、能源消耗和环境影响等因素。
尽管渗碳工艺在镀锌棒材的生产中发挥着重要作用,但在实际应用中仍然存在一些挑战和限制。 例如,不同钢材的渗碳要求可能不同日本钢材水平,因此需要针对具体材料进行优化和调整。 ,此外,蒸馏工艺的选择和控制还需要考虑生产的连续性和稳定性。 如果渗碳工艺不当,可能会造成脑长不稳定、不一致,影响产品质量。
然而,在实际应用中,只要充分考虑工艺参数与材料性能之间的相互关系,并结合实际情况,通过合理选择和优化渗碳工艺,就可以有效控制镀锌棒的颈长,获得所需的产品性能。与渗碳工艺相结合,可以实现颈部长度的精确控制。 无论选择哪种氮化工艺,都需要在生产实践中进行验证和调整,以确保获得符合要求的产品。 因此,当研究镀锌棒颈长度较长时,渗碳工艺的选择和优化是非常重要的一步。
钢带长度及切割方法
钢带的长度和切割方法对镀锌棒颈部的长度有重要影响。 带钢长度是指带钢的纵向规格。 它和脖子的长度有一定的关系。 从钢带的长度来看,越宽的钢带在镀锌过程中表面积越大,因此传热相对较快,可能会导致钢带头部的空气温度分布不均匀。 ,从而影响大脑长度的一致性。 而且,较宽的钢带在冷却过程中也会发生不同程度的变形,进一步影响脑长的准确性和稳定性。
切割方法是将冷轧棒材切割成所需规格的操作。 切割方法的选择直接影响颈部的长度。 一方面,不同的切割方法可能会导致切割面的形状不一致,特别是在边缘处,这可能会导致腿长短不均。 另一方面,切割方法会影响切割面的质量和平整度。 如果切割面不光滑或有毛刺,可能会造成脑部长度的变化或不规则。 理想的切割质量。
为此,钢带长度和切割方法对控制镀锌棒颈长起着关键作用。 合理选择钢带长度和适当的切割方法,可以有效控制面长的精度和一致性,保证镀锌,但需要注意的是,钢带长度和切割方法只是影响面长的众多因素之一。大脑的长度,其作用会受到其他因素的干扰和影响。 因此,在实际生产中,需要综合考虑各种诱因,进行合理的调整和优化,以达到理想的颈长控制效果。

各种诱因对颈长的影响
影响镀锌棒材颈长的因素非常复杂,包括材料特性、工艺参数、设备状态和调整等因素。 这些因素的相互作用将对颈部长度产生重大影响。 材料特性是确定颈部长度的关键。 腿长的重要原因之一是不同材料物理成分和化学性质的巨大差异。 例如,碳浓度高的钢材在镀锌过程中更容易引起颈部长度的变化。 微观结构的差异也会引起腿长的变化。 碳化物尺寸的变化、不同的相变行为和氮化物特性都会影响钢的塑性变形和回弹性。
工艺参数对颈部长度的影响不容忽视。 镀锌温度、轧制力、轧制速度以及毛坯辊系统的布置都会对颈部长度产生直接或间接的影响。 较高的轧机温度可以提高钢材的强度。 可塑性强,但也容易造成脑长过大。 压坯力和速度的降低会降低变形程度,从而影响脑长。 此外,合理的滚轮系统布置可以提高钢材的均匀性并减少支脚的长度。 突变。
武器的状态和调整对脑长也有重要影响。 滚轮系统的生锈和形状不良会造成压力分布不均匀,从而影响脑长的一致性。 良好的滚轮系统调节和控制可以减少这些影响。 另外,压紧力的调节和弯辊的控制对于控制面长的均匀性也起着重要的作用。
其他因素如冷却方式、脱碳工艺、钢带长度和切割方式等也会影响脑部长度。 不同的冷却方式可以调节钢的显微组织,从而影响脑长的均匀性,以及蒸馏过程。 控制可以减少腿长的变异性,而条带长度和切割方法的选择也会对大脑长度产生影响,特别是在边缘区域。
无论是材料特性、工艺参数、设备状态和调整,还是其他诱因,都会影响镀锌棒的颈部长度。 为此,在生产过程中必须仔细控制和调整这种诱因,以确保颈部长度的一致性并满足产品质量要求。
触发因素的相互作用和重要性
在影响镀锌棒颈部长度的诱因中,各诱因之间存在相互作用和重要性。 工艺参数、材料特性以及武器状态和调整等诱因之间的相互作用是一个复杂的系统,其中任何一个触发因素的变化都可能影响颈部长度。 虽然每个触发因素可以独立影响腿长,但其实际效果往往是多个触发因素综合作用的结果。
例如,物理成分、物理性能、微观结构等材料性能对颈部长度的影响不容忽视。 材料的强度、强度和塑性会影响钢带在铣削过程中的变形行为,从而影响脑部的长度。 镀锌温度、轧制力、坯速等工艺参数的生产,以及轧辊系统腐蚀与形状、压下力调整、弯辊控制等武器状态与调整,也会直接或间接影响脑长。 。 间接影响。
据悉日本钢材水平,这种诱因之间的相互作用是复杂多样的。 尽管一种诱因的变化会对大脑长度产生影响,但其影响可能会被其他诱因的变化所抵消或改善。 例如,虽然降低轧机力可以减少脑长,但如果同时降低铣削率,脑长可能会再次减少,因此考虑因素之间的相互作用对于准确理解和控制面长至关重要。
此外,还应充分理解和评估每种诱因的重要性。 不同的诱因可能对颈部长度有不同的影响,并且某些诱因可能比其他诱因更重要。 因此,研究中需要对每一种诱因进行系统分析。 通过分析比较,确定它们在颈长生产中的相对重要性,为优化工艺参数和改进武器调校提供依据,实现更精确、稳定的颈长控制。
来源:明日头条《心引力智慧好》,材料装备网1编译





