


摘要:镀锌中高不锈钢板广泛应用于机械制造、车辆加工等领域,市场需求量大。 国外镀锌中高碳产品与美国仍有一定差距,部分高端产品仍需进口。 因此,近年来,鞍钢仍以高档中高档不锈钢的研究为目标,并根据应用开发了多个钢种。 在现场批量生产中发现,随着成分和尺寸的变化,不同钢种的生产难度和控制难度不同。 主要针对中高不锈钢生产中的两大核心问题:轧机冲击痕和断面不良,根据不同钢种的不同特点,从分级控制的角度进行阐述,以期提高中高不锈钢现场生产稳定性,提高堵头率和系统成本。
镀锌中高不锈钢一般是指碳质量分数为0.25%~1.25%,同时加入铬、钼、钒等多种强化合金元素,具有高强度、高硬度的钢材。 ,耐磨性好。 用于机械制造、航天民用航空、车辆制造等行业。 基于较大的市场需求,鞍钢近年来也加强了中高档不锈钢的研发。 主要钢种有S50C、、、S55C(BJG-P55LT)、、65Mn、、SK85、GCr15等,在生产过程中发现不同钢种在生产中存在一定的问题,其中比较突出的是轧机的撞击痕迹和断面形状不佳,给现场的稳定性和平整度带来了极大的困惑。 因此,有必要优化钢材的现场控制过程,以降低生产风险和质量成本。
12050镀锌工艺及武器介绍
鞍钢2050热轧机组于1989年投产,处于80年代代工技术和武器水平。 主要设备由英国西马克、西门子、AEG、法国斯坦因等公司提供。 原设计产值400万吨。 主要设备有3台步进式加热炉、4台立辊粗轧、1台曲轴截头飞剪、7台四辊精轧、3台地下液压卷取机等设备,按3/4轧制布置。 经过多次技术改造,增加了步进式加热炉和大型侧压装置,对卷取机、层流冷却和轧制线的部分主电机进行了系统改造。 目前年产值580万吨。
2 中高不锈钢现场生产存在问题
2.1 精锻打印
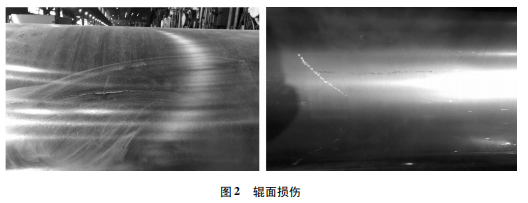
在中高不锈钢生产中,比较突出的问题是辊痕缺陷。 通常第一块中高不锈钢在轧制过程中会在棒材表面出现纵向轧痕(图1)。 检查工作辊,发现精轧后车架F5-7工作辊表面容易出现一定程度的损伤。 从外观上看,辊面的损坏是由于棒材腹部的冲击造成的(图2)。 由于经常出现辊痕缺陷,精轧机不得不多次更换工作辊。 同时,用户方面的异议和指责也时有发生,对镀锌的稳定生产和产品形象产生了较大的负面影响。 总结中高碳不锈钢的生产,发现并不是所有的中高碳品种和尺寸都容易出现辊印缺陷。 比较容易出现的是,长度尺寸通常集中在3.0mm以上,细尺寸很少出现。
2.2 段封锁
中高不锈钢生产中的另一个突出问题是断面质量。 铣削过程中,操作者发现杆件在框架内移动明显,中心线左右偏移(图3(a)),凸度值不稳定,楔形常小于凸起(图3(a)b)),其结果是长度变窄非常严重,在后工序热轧生产过程中出现打滑断带现象。 为防止后续工序发生车祸,镀锌工序断面密封率高达80%。 与辊印缺陷类似,截面缺陷的种类和尺寸也有特点,主要集中在S55C(BJG-P55LT)、SK85等碳化物上,长度和尺寸主要集中在3mm以下。
2.3 规律分析
从以上现象分析可以看出,不同钢种和尺寸的中高不锈钢出现不同缺陷的概率也不同。 总结了以往生产的中高不锈钢的生产质量,如表1所示。

从上表可以看出,对于细尺寸(长度不小于3mm)的中高不锈钢,截面缺陷的概率相对较高; 对于粗尺寸钢筋,断面质量通常没有问题。 另外,辊印缺陷集中在和两个碳化物上。
3 缺陷分析
3.1 滚筒印刷缺陷分析
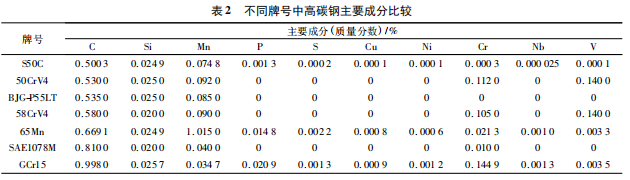
从理论上讲,由于中高不锈钢的含碳量高,在组织成分中应该容易出现氮化物。 因为回火体脆硬,棒材材质会更硬,强度和含碳量应该成反比。 而在上述中高不锈钢中,最容易出现滚印的是含碳量较低的(碳质量分数不低于0.6%),而不是含碳量最高的GCr15。 结合铁碳相图,中高不锈钢终轧温度目标值为900℃。 因此,如果湿度控制正常,棒材的成分和组织仍处于奥氏体区,没有或只有少量的氮化物析出,应该是受到了氮化物的影响。 影响较小。 结合各钢种的成分,发现其与合金成分有一定的关系,见表2。从上表可以看出,在中高不锈钢的合金成分中,浓度硅和锰的含量比较高,合金和不锈钢的区别在于铬和钒的含量比较高,所以推断这两种元素(尤其是钒)的加入会影响强度棒料处于热态,生产时更容易损坏轧机,从而形成轧痕。
据悉,由于含碳量高,当终轧温度控制不好时,棒料中容易析出淬火体,增加棒料强度,容易造成工作辊损坏。 生产线上也发生过类似的事故:因为终轧温度预估模型不准确。 某生产中,终轧温度仅为870℃左右,精轧工作严重损坏,导致轧痕缺陷和批棒材劣化。 因此,需要十分注意足部最终体温的控制。 另外从长度尺寸分析,由于细棒的长度比较细,动能小,对轧机的冲击也比较轻,不容易对轧机造成损坏.
3.2 不良断面缺陷原因分析
在切片缺陷的情况下,无论是操作还是 CVC 都没有显着的疗效。 因此,可以判断主要是轧机热凸度过大造成的。 关于工作辊的凸度,有下式[1]:
Δd=αd0(T-Tw)(1)
式中:Δd为工作辊的热膨胀量,mm; α为工作辊的热膨胀系数; d0为工作辊的初始半径,mm; T为工作辊温度; Tw 是冷却水的温度。
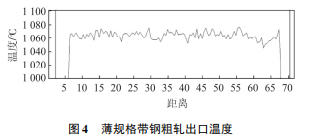
2050年生产高档不锈钢时,结合以往经验,为防止棒材开裂和控制辊痕,宣布按上限(1260℃)控制温度,只有1个1号除鳞箱用的是一组,粗轧区的除鳞水也是用的,只投了一组,所以RT4的温度很高,一般在1060℃以上(图4),而且最高甚至达到1090°C。 同时钢材冷轧与热轧的焊接工艺要求,为保证精轧区的稳定,关闭各种侧喷,轧辊冷却水的压力和流量也控制在较小的范围内。 凸度减小。
此外,根据 Cerny 和 Knox 等人的研究。 [1]、轧机温度和轧机热轧辊剖面有如下规律(图5):距轧机中心任意距离F处的轧机温度随时间呈指数增长。功能降低,细尺寸棒材通常在计划中靠后布置,轧机热轧辊型不利于棒材凸度控制; 在轧机过程中,轧辊的热轧辊轮廓会发生明显变化,但这种轧辊轮廓的形状是带钢长度的函数,窄带钢形成“倒钟”形,宽带钢形成“半方形” ”。 薄高规格不锈钢通常为窄料(长度不小于),轧机的热轧辊形不利于棒材凸度的控制。
4 控制措施
结合以上分析,在现场生产中,对于不同钢种的中高不锈钢,需要结合其成分和尺寸采取不同的控制方法。
(1)卷印控制措施。 对于合金成分浓度高(目前主要是钒浓度)的中高不锈钢,其热态强度明显低于其他中高不锈钢,尤其是在一定长度以上,腹部冲击功比较大,极易对轧机造成损坏。 因此,应尽可能提高棒材背面的本体温度,降低热强度钢材冷轧与热轧的焊接工艺要求,减少对轧机的影响。 具体方法包括:适当提高棒材精轧机的带钢螺纹率; 减少2号除垢箱的除垢水输入量; 增加轧机冷却水流量和压力; 关闭机架间侧喷和机架外喷,减少中间坯背面剪切量等。结合历史数据,背面精轧温度高,轧辊概率大。分数基本为零。
(2) 路段控制措施。 对于薄型和中高型不锈钢,主要方法是从式(1)中降低工作辊本体温度和降低冷却水的冷却效果。 因此,需要采取以下措施:适当降低中间坯的粗轧出口水温; 降低工作辊的冷却水流量和压力; 必要时放慢轧机节奏,保证工作辊有足够的冷却时间; 辊形更好,通过辊移起到CVC的作用; 生产中,将细棒材放在计划的最前面,轧机就完成了。
5功效
通过以上改进措施,2050中高不锈钢的生产和质量稳定性有了很大的提高:卷印缺陷的封闭率由30%左右提高到基本不再发生; 断面缺陷控制能力也大幅提升,降级率由前期的50%左右下降。 到不到 10%。
6个推论
(1)中高不锈钢含碳量较高,合金成分和尺寸较为复杂多样,因此在现场生产中表现出的控制难点也不同。 有的钢材容易出现辊痕缺陷,有的薄型钢材容易出现断面不良缺陷。
(2)从目前的生产情况分析,中高不锈钢中钒浓度高时,棒材的热强度高。 背面终轧机体温度,具体包括:适当提高棒材精轧机带钢穿带率; 减少进入2号除垢箱的除垢水量; 降低轧机冷却水流量和压力; 关闭侧面喷水和喷涂机架外部等。
(3)生产薄型中高不锈钢时,应尽量避免工作辊水温过低,以免出现无法控制的凸度。 具体措施包括:降低工作辊冷却水流量和压力; 必要时放慢铣削节奏,以保证工作辊有足够的冷却时间; 生产前尽量使用同型辊,确保辊形良好,并通过换辊起到CVC的作用; 生产时,把细棒放在计划的前面,轧机就完成了。
(4)在后续生产新型高档不锈钢时,需要结合合金成分和尺寸采用不同的现场控制方法,提高生产稳定性,增加加工成本。
更多精彩内容可关注【云炼钢】公众号。





