


传播有价值的信息,让更多人了解热注塑行业。
完全由个人兴趣创建,任何信息的发布永久免费。
↓↓↓↓↓点击下方关注不迷路↓↓↓↓↓
A。 元素

原则上,热注塑通常需要特殊的高强度钢,其初始延伸硬度在~左右,奥氏体化后,快速渗碳处理可以获得马氏体组织,其硬度可以达到甚至更高。 从这个工艺来看,目前通常采用硼合金钢(从淬透性考虑,通常Mn、Cr等合金元素对淬透性也有影响,但B影响最大,所以通常采用B钢),如Mn-B/Mn-Mo-B/Mn-Cr-B/Mn-W-Ti-B等。最典型的是最常用于热注塑成型的钢种。
对于厚板的详细成分,这里介绍一下国内热注塑厚板的两种(最后一种是最常用的高强钢成分)

b.涂层
涂层是一个要不要使用的问题。 涂层:与传统的冷注塑不同,热注塑厚板会被加热到再结晶温度以上,在空气中很难避免表面氧化和矫正,从而影响厚板的质量。 因此汽车高强度热冲压钢材,许多热注塑厚板都具有低温耐腐蚀涂层,如Al-Si涂层或热轧。 上述第一种板栗的厚板为热轧板,涂层质量约为120-160g/m2。 据悉,也有使用保护油的方法来避免氧化层的形成汽车高强度热冲压钢材,目前应用并不多。
无涂层:无涂层厚板加热时需要二氧化碳保护,成型后通常需要喷砂去除表面氧化皮
C。 金相组织的变化:

热注塑件的最终组织为全马氏体组织,硬度可达以上。 举个例子,初始材料是可以实现的铁氧体碳化物结构。 在900-950℃奥氏体化至少5分钟后,在冷却水中渗碳5-10s。 热腔位于封闭的磨具中。 快速渗碳并保持压力约8秒。 理论上,冷却速率至少应为27℃/s(实际上,通常超过30℃/s)。 当温度在400℃左右时,会引起非扩散马氏体组织的转变,最终形成高硬度零件。
热成型技术是专门针对极硬厚板注塑件而设计的新型成型技术。 该技术的形成是为了解决超高硬度钢的硬度与塑性之间的矛盾。 一般的实施方法是将成形和强化分为两个步骤,通过相变强化生成马氏体。 其优点是制备的热成型件硬度高、成型精度高,并可防止高硬度钢冷成型回弹等问题。 高硬度厚板热成型工艺的具体方法通常为:先将硬度为500~的硼合金厚板在室温下加热至880~950℃,使其均匀奥氏体化,然后送入进入系统的磨具内部进行冷却注射成型,最后快速冷却使奥氏体转变为马氏体。 举例来说,右图显示了热处理过程中的性能变化趋势。


该过程分为直接过程和间接过程。 两者的区别在于,直接工艺适用于形状简单、变形较小的零件,而间接工艺则适用于冲裁复杂或较大的零件。 右图显示了这两种处理技术的比较。

对上述技术特征作如下补充和说明:
1)为什么是马氏体?

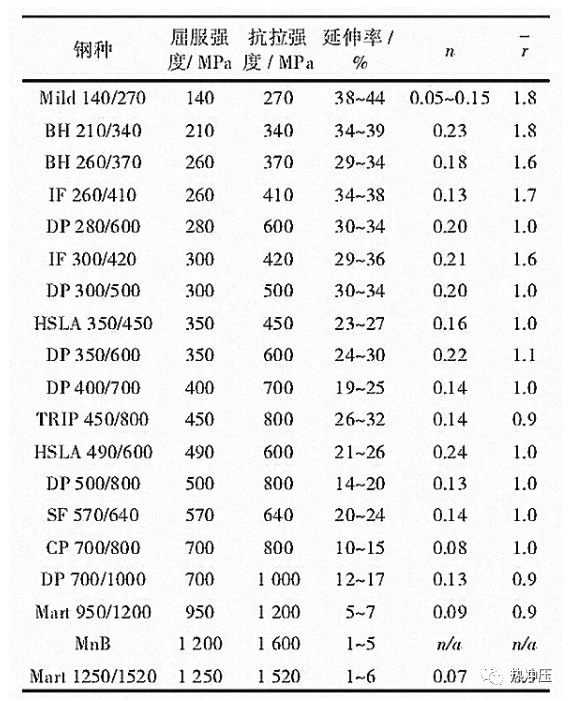
下表为常用的车辆用钢








注:以下视频与上述文章内容没有直接关系。





