



当材料模型超过矫直机的负载能力或预制构件方法不易采用机械校准时,则采用火焰矫直。
(1)火焰固化原理 钢材受热向各个方向延伸,线膨胀率为12×103(℃)。 由于周围被加热物体的限制,被加热物体被压缩,冷却后会比原来的宽度小。 因此,收缩后的宽度比未加热时的宽度要短。 这些特性为火焰校正提供了可能性。 采用这种方法校正时,在适当的位置用火焰对预制构件进行加热。 当预制构件冷却后汽车钢材变形的类型,形成较大的冷缩挠度,达到矫正变形的目的。
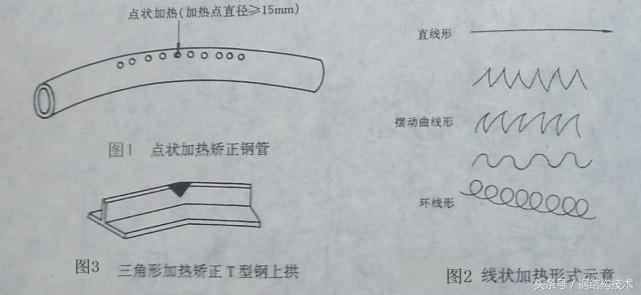
(2)火焰校正和湿度控制的常用技术。 火焰处理常用的加热方式有片状加热、直线加热和三角加热三种。 带材加热根据结构特点和变形情况,可进行一点加热,也可进行多点加热。 线性加热时,火焰沿直线连接或同时沿长度方向纵向摆动。 长度通常约为钢材长度的0.5至2倍。 多用于变形较大或刚度较高的结构。 三角形加热的收缩量比较大,常用于矫正长度大、刚性强的预制构件的弯曲变形。 (图1、图2、图3)分别为片状加热、直线加热、三角加热的实例及示意图。
低碳钢和普通低合金钢的加热温度通常为600-900℃,800-900℃是热塑性变形的理想湿度,但不应超过900℃。 如果加热温度较高,钢的内部组织会发生变化,碳化物长大,材质会变质。 低碳钢具有良好的塑性,当收缩挠度超过屈服点时,会随之发生变形并引起挠度重新分布,不会造成大的问题。 但中型不锈钢会因变形而形成裂纹,因此中型不锈钢通常不需要火焰校正。 普通低合金结构钢加热矫正后应缓慢冷却。
(3)火焰校正工具。 火火娇正在使用烤枪技能。 烤枪混合管可加长,改善劳动条件。
K-73H手动直线加热机主要用于厚板点焊后各种规格的修整,以及厚板的折弯。 与过去的手工工作相比汽车钢材变形的类型,手动线性加热机可以获得更均匀的加工特性,大大缩短工作时间。

(4)三种火焰的最高温度。 喷射吸焊焊枪利用氧气和氢气与二氧化碳混合来点燃并燃烧形成火焰。 通过调节氧气和氢气的混合比例,可以获得三种不同性质的火焰。 这三种火焰的氧气和乙炔的体积比及其所能达到的最高温度见(表1)
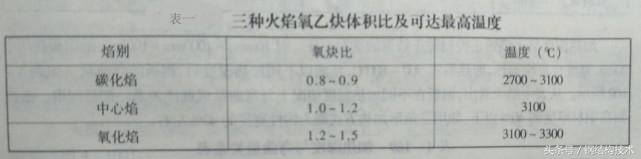
由于甲烷燃烧不完全,碳化火焰很容易使钢碳化,具有给钢水加碳的作用。 应尽可能避免这种火灾时机。
对于较大变形零件的矫正,要求加热深度小于5mm,这就需要较慢的加热速度。 这时用中心火焰进行校正比较合适。
对于变形较小的零件的矫正,要求加热深度大于5mm,这就需要较快的加热速度。 在这种情况下,使用氧化焰进行校正。
(5)火焰矫正加热状态对治疗效果的影响。 火焰校正的关键是火焰对钢材进行局部加热后钢材的变形规律。 影响火焰校正效果的因素主要包括火焰加热位置和加热形状。 加热位置应选择在钢材弯曲处需要缩短纤维的地方。 一般来说,外凸的形状、宽度、长度、尺寸、弯曲处的温度等。
加热面积(包括加热线的长度、点的半径、三角形的面积大小等)可以根据校正变形能力的大小拉直曲线。 有明显的效果。 相同长度的厚板加热线越宽,厚板的弯曲量越大。 一般来说,电热丝的长度与弯曲量成反比。 电热丝的长度约为板厚的0.5~2倍。
钢材的加热温度,在火焰修正允许的温度范围内,对钢材的变形能力有一定的影响。 一般来说,

度数越高,修正能力越强。 对于100mm(半径)的工字钢,中间用不同的水温加热,加热温度与冷却后的工字钢成反比,加热温度与修正变形能力成反比。

加热深度是控制火焰焦蒸功效的重要环节。 对于10mm厚的板,20mm厚的板在运行中以70℃的温度进行线性加热。 电池片加热到不同深度后,厚板与不同加热深度下的弯曲量呈曲线关系。 加热深度通常小于钢材长度的4%。 若采用三角加热方式,约为预制构件长度的44%。 加热深度通常很难检测,大多根据经验判断。
如果一次加热没有达到矫正效果,则需要进行第二次加热,且加热温度应比前一次稍低,否则没有效果。 热处理的加热次数与温度上升成反比。 每重复一次,必须将温度升高一次才能达到效果。 如果钢的温度超过900℃,材料性能就会变脆,影响使用性能。 因此,同一零件不应加热两次以上。 第二次评价。
热处理后的冷却方法也很重要。 如果在空气中缓慢冷却,则受热区域的钢材硬度几乎相同。 如果突然换追肥,受热区会出现明显的脆化。 因此,热处理后应轻轻冷却,不宜用水加热。

(6)火焰处理工艺规定。 进行火焰校正操作时必须遵循某些工艺程序。 其工艺流程如下:
①做好校直前的准备工作,检查氧气、乙炔、工具、设备的情况,选择合适的焊枪和焊嘴。
②了解正畸组件的材料、其塑性、结构特点、刚度、技术条件和装配关系等,找出变形的原因。
③用目视检查或标尺、粉红线等检测变型规格,确定变型尺寸,分析变型类别。
④确定加热位置和加热顺序,并考虑是否需要外力。 通常先对刚性方向和变形较大的部位进行校正。
⑤确定加热范围、加热温度和深度。 通常,对于大变形的大型腔,加热温度为600-800℃,点焊校正的加热水温为700-800℃。
⑥ 检查修正质量,对不符合质量要求的部位重新进行火焰修正。若修正量过大,应向反方向进行火焰修正,直至满足技术要求。
⑦一般零件校正后不需固溶处理,但有特殊技术要求的校正零件需固溶处理以消除校正挠度。 点焊件的固溶温度通常为650℃
(7)火焰校正实例。
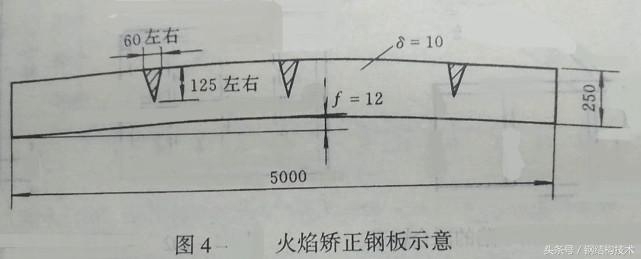

1)厚板弯曲情况如图(图4)所示,尝试火焰校正。
方法一:集中加热3个三角形。 加热范围应到达铜板长度的中心,并在每个边缘测量。
宽度60mmn,加热温度9O℃。 冷却后观察,如有不足,在两宽度中间再加热2处,并根据残余变形的大小调整加热区的长度。
方法二:将突出边缘在中间3~4m的厚度范围内均匀加热,烤枪呈螺旋状移动至30mm左右的长度,见了就走。 此时,由于加热面积小,冷却快,很快就能看到矫正的疗效。但由于厚板容易形成面外应力,所以建议烘烤。一旦在背面
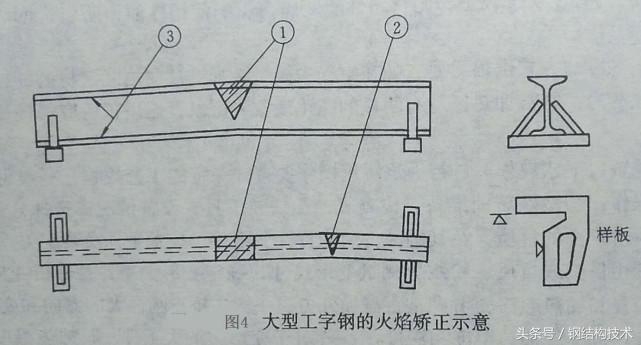
2)小型型钢60d,长6m,其上下、左右弯曲及上下夹边与度板的不垂直度均采用火焰校正。
校正方法是:先将两端架起,烘烤①以校正其上下弯曲。此时,至少用两把焊枪将其整体烤干。
将所有阴影部分垂直加热(图 5)至 700°C 以上。 冷却后观察变形是否符合要求。 如果不符合要求,则重新烘烤。 符合要求后,烘烤②以纠正其水平弯曲。 水平和垂直弯曲校正完毕后,可以烘烤③区域来校正与主梁不垂直的翼板。 方法是看到红色就继续前进,烘烤全长(或部分),冷却后观察,用样品进行。 检查间隙是否超过规定限度。

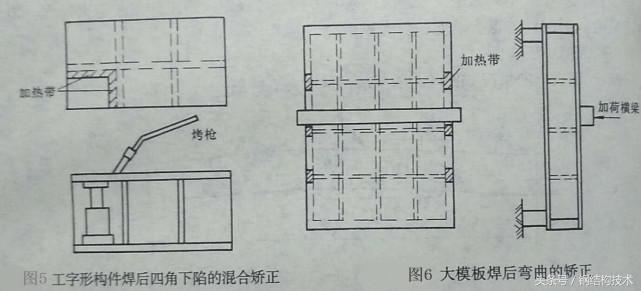
3)工字型预制构件焊接后四角塌陷的混合校正(图6)。
4)焊接后大模板弯曲的修正(图7)
5)斗轮机斗轮臂的校正(图7)。焊接后右端向内收缩约30mm,用左右螺栓顶出
然后将阴影线的部分烤红,冷却后就达到要求了。
6) 修正模拟叉车梁的焊后不稳定性和整体偏转(图8)。 焊后整体挠度大于80mm。 分析原因是纵梁较薄,熔池较多。 相对而言,纵梁的收缩较小,导致内部挠度较大。
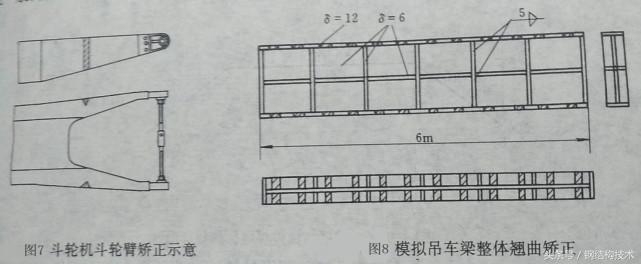
校正方法是将梁放平,将上下主梁的阴影部分烤红,冷却后内部挠度增大并变得光滑。





