


摘要:新京雄城际高铁是支撑国家战略的重要干线,是新时代打造我国铁路红色建设、智能建设、精细化管理新模式的标志性工程。 以新建的京雄城际高铁7段一段钢筋加工厂为背景,对智能钢筋加工厂的设计与建设进行了研究,创建了钢筋参数化BIM图。钢筋、钢筋下料的智能化生产技术和补偿理论等。总结生成完整的现代高铁高铁钢工程智能制造技术体系,有利于提高我国钢铁技术进步水平。工程化推进我国铁路综合技术创新。
前言
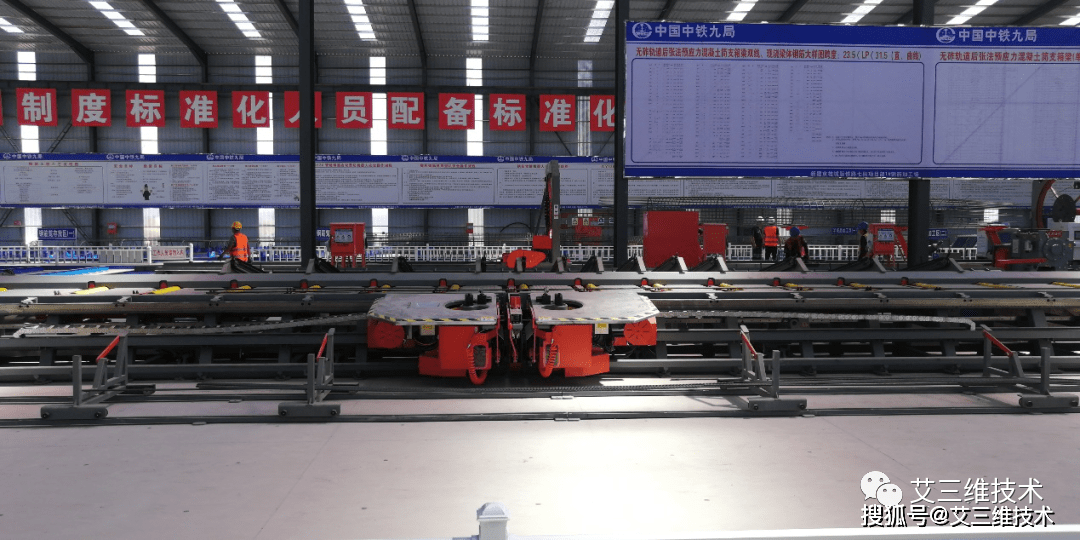
目前,智能钢筋加工技术已经成为现代高速高铁智能化建设的主要技术特征之一。 自2003年起,数控弯箍机在我国率先应用于基于BIM系统的钢筋超前设计加工过程。 经过近16年的智能化创新发展和实践,钢筋工程智能化水平不断发展。 新建的京雄城际高铁是国外率先将先进制造武器、先进信息技术、BIM技术、先进管理理论有机融合,满足实际规模化生产应用的标准。 新建京雄城际铁路7号段1#钢筋加工厂位于青县大营镇南刘庄村赞白路30m处,占地面积5039㎡,主体结构为二拱封闭式80×63米轻工业梁结构厂房。 通过将钢筋BIM图形数据无线传输至MES系统,实现生产数据和任务的集中管控,实现数控钢筋笼滚压枪、数控斜面钢筋弯曲中心、数控钢筋剪切生产等智能化武器线,并引进了数控钢箍折弯机。 ,实现了上游数据到下游生产的有效对接,根据不同时期的需要设置了1#到3#的3条加工线,满足项目所有的钢筋加工需求。 通过研究总结产生的关键技术,为我国高速高铁的智能化建设奠定了坚实的基础。
1 高铁高铁加固工程智能制造方案设计
智能钢筋加工厂规划设计应围绕建设规模、选址、建筑结构、功能界定等因素,运用BIM+GIS和虚拟现实技术进行规划论证。 钢筋加工厂的建设规模应满足生产、生活、办公的需要。 根据京雄城际高铁7个标准1#钢筋加工厂的最大日加工能力,选择钢筋加工厂面积指标为5000-10000㎡。 建设规模参考标准见表1,钢筋加工厂内部设置见图1。

智能钢筋机器人的选型配置,主要从设备综合产能、钢筋形状加工范围、设备与BIM的兼容性、自动化程度、经济性五个方面进行综合比选。 主要考虑以下几点:

(1)加工钢筋的半径范围包括工程设计文件中的所有钢筋型号;
(2)加工时钢筋的形状和每边的几何宽度是否与设备结构相冲突;
(3) 钢筋加工效率。 主要反应是设备传输速度,单次切割或弯曲钢筋的数量;
(4)手工装备程度。 主要反应是钢筋进料、成品收集、加工过程、剪切设备和弯曲中心联动等激励。 高度人工操作将提高钢筋加工效率,降低人工和加工成本;
(5)设备的智能化程度。 主要反应是与BIM技术的兼容程度和处理数据管控的智能化程度。 选定2家国外主要设备制造商进行考察分析,最终决定引进1台-18数控钢筋笼滚压焊枪、1条XQ120数控钢筋剪切生产线、1台G2W50数控斜面钢筋弯曲中心和1台WG12D-4智能型数控钢筋弯曲机组成生产线。 钢铁工程智能制造集中管控技术理论体系如图2所示。


2 造型技术及生产资料
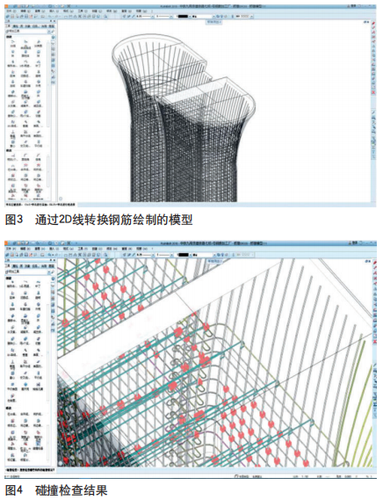
软件为钢筋智能施工提供全功能高质量、工业化预制规划,从钢筋生产到复杂建筑预制构件和特种预制构件,为钢筋加工行业提供可靠、准确的BIM数据基础. 钢筋建模通常依赖于混凝土模型或辅助线,可以通过绘制条形钢筋和二维线绘制成钢筋、梯度钢筋和螺旋钢筋。 绘制条形图后,可以通过“完整列表”提取钢筋大样本,然后更改钢筋各面的规格,但不能改变钢筋的形状。 您可以通过“修改标记”功能改变钢筋的属性、长度估算方式等,您可以通过“修改弯钩”功能减少、删除和改变弯钩的粗细和角度; 沿着混凝土表面和辅助线绘制带圆弧的异型钢筋比较困难,需要通过二维线绘制与钢筋形状相同的直线形状。 工程模块“元素的转换与采用”赋予二维线一定的钢筋属性值,将二维线转换为钢筋模型(见图3)。 钢筋模型制作完成后,应进行钢筋与钢筋、钢筋与预埋件的碰撞检测。 碰撞点在操作界面上用白色小方块表示,可以快速发现设计中的问题并及时解决(见图4)。
创建的钢筋模型可以输出带有钢筋图例的下料清单。 通过改变钢筋编号、图例、项目并与模型连接,可以设计出适合工程实际需要的钢筋图例表。 根据施工方案定制统计报表批量输出,人工预估宽度重量,精准指导生产拣选。 可以彻底解放传统的手工计算方式,提高材料计算的效率和准确性。 输出带钢筋编号的下料单和大样图,可直接用于钢筋加工前的初步审查。
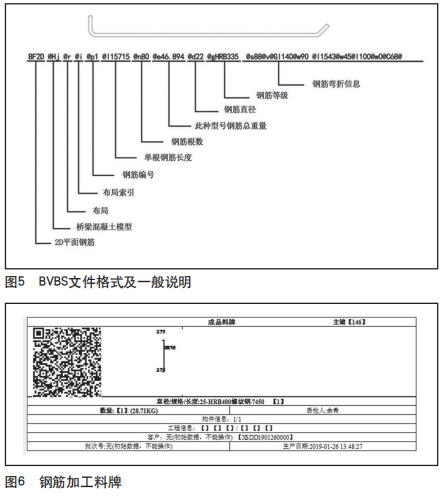
建模完成后,可以根据选择的范围直接输出BVBS钢筋弯曲数据文件,只需要一个简单的通讯合约,即可实现BIM数据向人工钢筋加工设备的传输。 加工数据包括钢筋编号、单根钢筋厚度、钢筋编号、钢筋总重量、钢筋半径、钢筋等级、钢筋弯曲坐标等信息。 BVBS数据的一般格式和一般描述如图5所示。
3 钢筋工程智能化生产线控制技术
通过无线传输方式将BVBS数据文件发送至MES系统,由程序人工分析项目名称、使用部位、加工数量、钢筋加工的几何周长、角度等参数信息,并在后台完成格式转换。 通过MES系统整合钢筋加工数据,生成钢筋生产计划。 对于薄板钢筋,还应通过优化排料系统完成“加固”工作。 MES系统生成钢筋加工料卡,最终产生加工任务。 钢筋加工材料卡是钢筋工程全生命周期的唯一标识(见图6)。
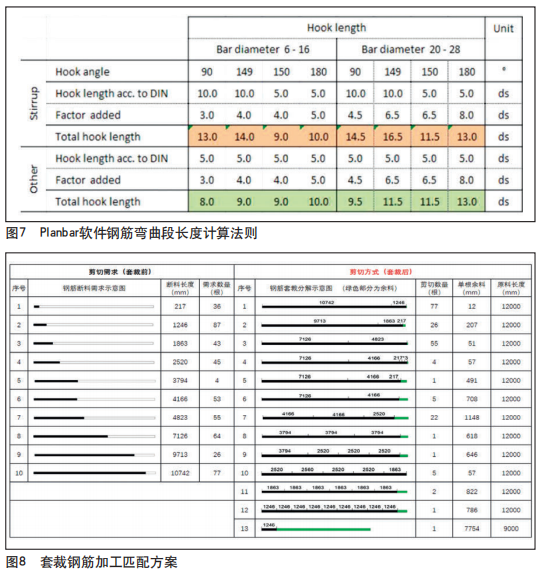
下料前需要核实BIM承插加工任务的钢筋尺寸、牌号、加工数量钢材加工工艺流程图,以及钢筋的钢号、规格、尺寸、数量,估算下料厚度,准备钢材栏消隐列表分开。 冲裁中的钢筋宽度是关键数据。 钢筋的理论厚度根据弯截面和直截面的公式估算。 钢筋的钩子宽度在国家标准中有规定。 这个估计很不方便,软件设计了一个简单的算法,例如:加为90°~150°,如果钢筋的直钢筋为6-16mm,弯曲截面的宽度是线性函数3~4倍半径,而曲线段 段宽公式简化为L=((angle-90)/60+3)×直径。 钢筋弯曲段宽度的计算规则如图7所示。
在钢筋的实际加工中,由于弯曲会引起钢筋的伸长,如果不考虑钢筋的伸长,势必造成钢筋的浪费和较大的加工偏差,故补偿值为在实际生产过程中介绍。 实际宽度补偿值应在钢筋试制过程中通过大量试验验证。 在实际研究中发现,伸长补偿值存在波动性,可以进行分析。 对统计数据进行统计整理后,创建物理模型,拟合补偿值数据的公式即可。 研究中采用分段函数模型、多项式模型和BP神经网络模型三种方法进行准确分析:分段函数模型简单易收敛,能够达到最接近统计数据的拟合效果。 段模型只有在确定了某个输入条件后才能拟合另一个参数,超出段函数描述范围的输入参数无能为力; 方程模型支持连续参数的变化,具有一定的泛化性,对于统计数据中没有的其他输入参数仍有一定的参考价值,但模型估计较为复杂; BP 神经网络模型或数据挖掘模型需要大量数据。 因此,最好采用方程模型来构造补偿值的理论公式。
4 智能套料在钢筋加工中的应用
智能排料的目的是优化钢筋的使用。 在求最优解的过程中,要特别注意对同一张收据进行处理,尽可能减少处理后工人的分拣。 智能嵌套需要优化的数据量越大,优化效果越好。 通常,所有订单都会在同一天一起优化。 一方面保证大量的优化数据,另一方面保证当日剩余物料当天使用,减少工人倾倒物料的过程。 嵌套钢筋加工搭配方案见图8。 经过实际应用,综合考虑以下情况,智能套料的疗效比较理想:
(1) 由于同一台机器加工相同尺寸的钢筋,系统优化时会分批优化订单;

(2)由于机切的切割次数不能超过2次钢材加工工艺流程图,因此在系统的智能套料中应以A+B+废料(尾料)的形式进行优化;
(3)切割钢筋时应注意机台上的尾矿。 因此,在智能套料中,需要灵活配置需要优化的数据。 例如,先将6 000~12 000 mm的厚度放在一起进行优化,尽可能采用原材料优化,保证组合方式为1+1+废渣(尾矿)规律,以及
5 结论
“大力加强高铁技术创新,突出高铁应用技术创新,推进高铁信息化建设”是当前我国高铁建设的重点任务。 钢铁工程智能制造改变了传统的生产方式,具有以下优势:
(1) 智能钢筋加工设备采用工业级伺服电机驱动,对成品钢筋的质量和精度控制度高,成型速度快;
(2)智能钢筋加工设备具有人工操作程度高、加工效率高等特点;
(3)钢筋加工数据数字化存储,采用MES系统管理钢筋加工数据,实时检测钢筋加工任务;
(4)应用优化切割系统,人工配置钢筋加工最优方案,达到节约原材料的目的。 该技术独特的管控过程是对传统钢筋加工的一次革新,对我国高铁高铁建设的工业化生产起到了技术促进作用,具有十分广阔的应用前景和价值。





