


钢结构连接质量和性能的检测可分为焊接连接、焊钉(螺栓)连接、螺栓连接、高强度螺栓连接等项目。 其中焊缝检验需要进行外观检验、无损检验、表面检验等。
1)所有焊缝应冷却至环境温度后才能进行目视检查;
2)外观检查采用目视检查,必要时可采用磁粉探伤或渗透探伤。 尺寸测量使用量具和卡规;
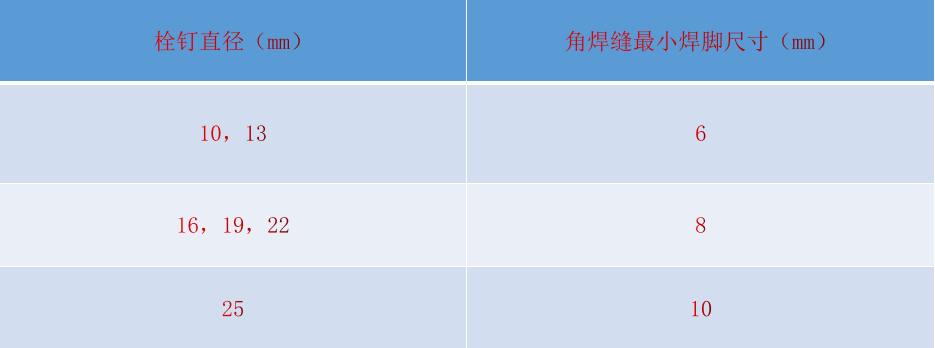
使用电弧焊方法的螺柱焊接接头的最小焊脚尺寸
钢结构焊缝的质量检验一般分为承受静载荷结构的焊接质量检验和需要疲劳验证的结构的焊接质量检验。 检验方法有无损探伤和表面检验。 承受静载结构的焊接质量具体检验内容如下:
1)无损检测的基本要求
外观检查合格后应进行无损检测。 当钢材为Ⅲ、Ⅳ类且焊接难度等级为C、D级时,宜采用焊接方法。
焊接完成后24小时的无损检测结果作为验收依据; 当钢材的名义屈服强度大于或供货状态为调质状态时,应以焊接完成后48小时的无损检测结果作为验收依据。
2) 要求全焊透的焊缝设计要求及内部缺陷检验规定
超声波探伤可用于检测设计上要求全焊透的一次、二次焊缝以及无设计要求的钢材等强对接焊缝的质量。
① 一级焊缝应进行100%检验,其合格等级≥现行国家标准《焊缝无损检测超声检测技术、检测水平和评定》GB/T 11345 B级检验的II级要求。
②二次焊缝应进行抽查,抽查比例≥20%。
③3级焊缝应按设计要求进行相关检测。 一般不需要进行无损检测。
有下列情况之一时钢材检测方法,应进行表面检查:
设计文件要求进行表面检验; 外观检查发现裂纹时,应对该批同类焊缝进行100%表面检查。
应使用磁性颗粒测试铁磁材料的表面缺陷。 当无法采用磁粉探伤时,应采用渗透探伤。
1)永久普通螺栓拧紧应牢固可靠,外露螺纹扣数应≥2扣,可通过观察和用小锤敲击检查。
2)高强螺栓连接副最终拧紧力矩的施工质量检验应在最终拧紧后1小时内完成,并在48小时内完成。 扭矩扳手示值的相对误差绝对值不应大于试验扭矩值的3%; 应根据高强螺栓的型号、规格选择扭矩扳手的最大量程,工作值应控制在所选扳手能力极限的20%~20%范围内。
2. 变形检测
钢结构变形检测可分为结构整体垂直度、整体平面弯曲度、构件垂直度、弯曲变形、跨中挠度等项目。 可以使用水平仪、经纬仪、激光对中器或全站仪等仪器进行测量。 对于尺寸不大于6m的钢构件变形测量,可采用拉线、吊杆等方法; 对于跨度大于6m的钢构件挠度,宜采用全站仪或水平仪检测挠度。 观察点应沿构件的轴线或边缘布设,每次 1 个构件≥3 点。
3、防腐、阻燃涂层厚度
防腐层的厚度可以使用涂层测厚仪来测量。 测量点处的涂层应与钢材良好粘附。 同一部件应测试5处,每处测试3个相距50mm的测点。 每个位置3个测点的平均涂层厚度应≥设计厚度的85%钢材检测方法,同一构件上15个测点的平均涂层厚度应≥设计厚度。 当设计对涂层厚度无要求时,干漆膜总厚度宜为室外150μm,室内125μm,允许偏差为-25μm。
对于薄型阻燃涂层的厚度,应采用涂层测厚仪进行检测; 对于较厚的阻燃涂层厚度,应使用探头和钢尺进行检测。 80%及以上面积应满足设计耐火极限要求,且最小薄壁件厚度应≥设计要求的85%;





