


镀锌钢表面有一层氧化锌保护层,因此即使很薄也能实现优异的耐腐蚀性和高强度。 然而,这些特性也给需要焊接镀锌钢的金属成型商带来了挑战。 例如,镀锌钢材越薄,越容易焊穿。 如果焊接方法使用不当,氧化锌镀层也可能造成焊接缺陷。
许多汽车零部件供应商使用1.6mm~4mm的镀锌钢来制造车架、发动机托盘、悬架连杆等零部件,甚至在汽车的其他部件上使用更薄的镀锌钢材料。 事实上,车身上厚度仅为0.7毫米的镀锌钢板是很常见的。
绝大多数汽车制造商使用三种镀锌钢:热镀锌、锌铁合金或电镀锌。 其中,热镀锌钢材对焊接提出的挑战最大,但由于其成本较低,也是汽车行业最常用的。
热浸镀材料往往具有不均匀的表面厚度,这使得实现一致的焊接结果特别具有挑战性。 即使在高温(超过 800 华氏度)下8分镀锌钢材,氧化锌抛光也超过了锌的熔点和其他锌化学反应的挑战。 坚韧的氧化锌表面充当阳极,为材料提供防腐蚀保护屏障。

焊接挑战
绝大多数汽车制造商使用气体保护金属极电弧焊 (GMAW) 技术8分镀锌钢材,通过脉冲或恒压 (CV) 实心焊丝焊接镀锌钢。 然而,在脉冲和恒压焊接工艺中很难获得完美的结果 - 当以与焊接低碳钢相似的行进速度进行焊接时,很难在镀锌钢上获得一致的焊接质量。
CV焊接时,电弧长度较短,因此常常会出现“飞溅”这一棘手问题。 还有一个更大的问题:毛孔。 在当前的焊接行进速度下,将直接影响焊接效果。 此外,在热镀锌钢上行驶的速度越快,熔池就越容易冻结。 这尤其麻烦,因为锌的蒸发温度比钢低得多。 这种不同的蒸发温度可能将气囊锁定在锌蒸气在焊缝凝固之前有机会逸出的位置。
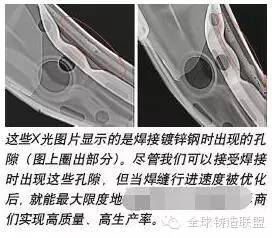
孔隙可能以小包的形式出现,或者以跨越焊接材料整个表面的焊头(通常称为“管”或“蠕虫”)的形式出现。 虽然我们可以接受表面下潜伏着许多气孔的焊接结果,但由于它们可能是线性的,因此在连续工作循环中可能会导致焊缝断裂。

为保证焊接质量,各个气孔之间的距离至少应大于其直径。 在焊接长度为25mm时,整个气孔长度(直径之和)不应超过6.4mm,气孔之间的最大直径不应超过1.6mm。 焊接区域的气孔通常不能超过25%。
继续寻求技术解决方案
为了避免出现孔隙,金属成型机在焊接镀锌钢时通常会简单地降低焊缝的行进速度——从质量角度来看这是一件好事,但对生产率来说太有限了。 事实上,可以考虑将现有的脉冲熔化极气体保护焊与金属焊丝相结合来取代实心焊丝方法。
金属芯焊丝呈管状,金属护套内填充金属粉末、合金和电弧稳定剂。 与实心焊丝完全相反,金属芯焊丝具有更高的电流密度(在等效电流设置下),这可以提高焊接熔敷率。 由于金属芯焊丝可以以更快的行进速度进行焊接,因此通常用于机器人焊接工艺。
最近,金属芯焊丝有了一些新的发展,特别是那些执行美国焊接协会(AWS)E70C-GS级标准的制造商,在焊接热镀锌钢板方面开发出了许多新的优势。 这些电线的配方使其可以处理直接极性对焊(直流电极连接到负极)。
在镀锌钢上直接对焊将产生两个明显的优点:
◆电弧熔深柔和,有助于防止薄材料烧穿,提高熔深(如图);

◆有足够的电弧能量使镀锌层蒸发。 给锌蒸气足够的时间从熔池中逸出,以最大限度地减少焊接表面上和下方出现孔隙的可能性。
金属芯焊丝还可以稳定电弧,有助于改善整体金属焊接效果并最大限度地减少飞溅和焊后清理。
控制冻结
使用与脉冲 GMAW 波形匹配的金属焊丝还可以帮助控制焊接熔池冻结的速度,使锌蒸气更容易释放。 此外,脉冲 GMAW 工艺比标准 CV 工艺需要更少的热量,有助于避免烧穿。

在焊接镀锌钢时,将金属芯焊丝与脉冲 GMAW 工艺相结合还具有其他优点,例如:
◆改进的T型接头和向下焊接;
◆金属焊接时使用的细钢珠可产生电弧,达到良好的焊缝桥接功能。
◆可焊接各种厚度的材料(从1.2mm到4.0mm);
◆能够进行多位置焊接。





