



电工是特殊工种之一。 从事电工相关工作必须持证上岗。 熔化钎焊、热切割特种作业证需每3年审核一次。 一人一证,持证上岗,这在全省范围内很常见。
考试方式:个人参考,单表,分为理论科目和实践科目,满分100分,及格分数80分。
报名咨询:(沫沫同号)

电工短期技能培训内容:
第一周:电工基础知识(焊工安全操作规范及设备、工具的安全使用)手工弧焊操作技能培训(如:手工钎焊设备、焊接材料、工具、各种钎焊位置的操作技能、单面焊双面成型技术操作方法)。
第二周:氧气、乙炔钎焊与切割、等离子弧切割(气割与切割设备使用及安全操作规程)、各种钢材及薄板气割与切割操作方法。
第三周:手工钨氩钎焊技术(如:氩钎焊设备、工具的安全使用及安全操作规程); 氩焊及厚板、薄板各钎焊位置钎焊的安全操作方法; 常用的有色金属技术材料,如:铝合金材料的点焊方法。
第四周:二氧化碳气体保护焊技术(如:气体钎焊设备、设备及工具安全操作规程); 二氧化碳气体保护焊钎焊位置操作方法。

1、双面氩钎焊工艺概述
碳钢储气罐通常为常压容器,容积较大,纵梁较薄。 常用的点焊工艺是手工丝焊昆明钢材焊接,焊接时飞溅大,钎焊时内部挠度大,单面钎焊变形大。 焊接质量无法控制。 氩钎焊恰好可以克服上述缺点,且钎焊过程中不存在飞溅和熔渣。 但由于碳钢的氧亲和力强,在低温下容易氧化,单面氩钎焊容易出现“渣状熔池”,造成钎缝区“贫铬”,以及在腐蚀性介质中的过早失效。 而且单面焊受坡口组影响较大,容易出现未焊透、未熔根等钎焊缺陷。 为了克服单面氩焊的上述缺陷以及单面氩焊内部偏斜不均匀引起的变形,提高无损检查胸部X线片的合格率,现建议单面氩焊人们在熔池的两侧同时进行点焊,即双面氩钎焊工艺。
2、具体工艺参数
1、焊接坡口方法及规范
钎焊位置
室壁厚度
槽道
沟槽规格
差距
钝边
沟槽角度
垂直熔池
5~8
单V
1~2个
1~2个
65~75
罐环熔池
5~8
单V
1~2个
1~2个
45~55
注:坡口采用坡口机加工。 焊接前必须清除坡口表面及周围100mm范围内的污染物。 如有必要,请用干抹布擦拭。
2、焊接工艺参数
钎焊法
钎焊区
电极尺寸
电源极性
钎焊电压(A)
钎焊电流(V)
钎焊速度(毫米/分钟)
乙炔流量(L/min)
气体保护焊
双面底漆
Φ2.4
只是
70~100
10~12点
70~110
10~14日
焊条电弧焊
灌装盖
Φ3.2
对面的
90~120
20~24日
60~80
3、焊接材料选用推荐表
1) 氩气应为99.99%纯氩气,并附有产品合格证。
2)对于不同的奥氏体碳钢,推荐焊条如下
材料名称
焊条
焊丝
(304)
ER308()
A102
(304升)
()
A002
(316)
ER316()
A202
(316升)
()
A022
(321)
ER347()
A132
()
ER347()
A132
注:钎焊材料必须有质量证明书或加盖红印的合格证。
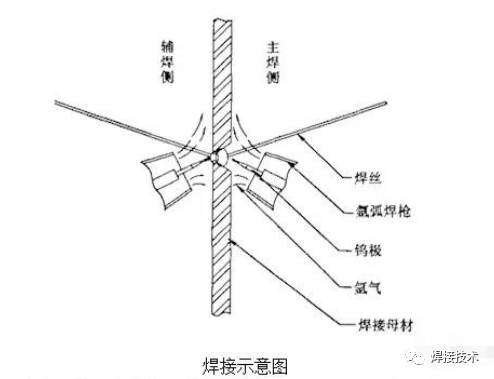
3、焊接示意图


注:该流程经过相关公司测试,相当成熟、成功。
四、本工艺应用注意事项
1、严格控制熔池坡口加工质量,熔池装配规范(间隙、不对中等)。
2、沟槽和热冲击处必须清理干净并保持干燥。
3、主焊面钎焊工艺与单面氩钎焊工艺完全相同。 辅助侧电工必须与主焊侧电工配合,并保持相同的钎焊速度。 熔池造型优美(辅助侧)。
4、根据母材长度和焊缝坡口尺寸合理选择氩焊枪磁力喷嘴尺寸,控制氢气流量,保证熔池中的碳化物和热影响区得到充分保护。
5、两名电工同时起弧和灭弧,焊接和灭弧后乙炔持续1~2分钟,保护电弧坑。
6、钎焊前必须对壁板定位熔池进行机械清理。
五、工艺优点
1、焊接质量好,胸片合格率高,罐壁熔池形成美观。
2、焊接变形小,罐壁外熔池形成良好。
3、工作效率显着提高(减少同一工作面上的劳动力)。
4、降低建设成本。 钎焊背面无需氩气保护,钎焊背面无需清根、打磨,节省乙炔和人工。
六、工艺缺点
1、增加了焊接难度,要求各组电工互相配合,保持相同的点焊速度。
2、对熔池组合要求高,严格控制熔池间隙。

★免责声明:部分内容收集整理自网络,版权归作者本人所有。 如有版权问题,请联系原作者昆明钢材焊接,我们将在最短的时间内删除。
点击上方↗[●●●]发送给同学或分享到同学圈





