


汽车轻量化是指在保证车辆安全的情况下,尽可能降低车辆整体质量,以达到降低油耗、减少污染排放的目的。 研究表明,车辆质量每减少100KG,可节省燃油0.6L/100km,减少CO2排放11g/100km。 汽车轻量化主要分为结构轻量化、材料轻量化和制造工艺轻量化。 材料轻量化是实现白车身轻量化的重要途径。 目前,轻质材料的研究、开发和应用已成为国内外研究的热点。 采用轻量化材料(铝合金、镁合金、钛合金、高强钢、超高强钢、塑料及复合材料、陶瓷等)替代传统汽车材料不仅达到了“安全环保”的前提保护”,同时也达到了汽车轻量化的要求。 高强钢(High-Steel)和超高强钢(Ultra-High Steel)因其优异的轻量化效果和低廉的市场价格,成为汽车轻量化材料领域的研究热点,并得到广泛应用在汽车中。
随着强度的增加,材料的成形性会逐渐下降,传统的冷冲压很难满足汽车行业的生产需求。 高强度钢板直接冷冲压会产生以下问题:(1)钢板成形性能差,容易产生裂纹; (2)零件成形精度差,回弹大,易出现各种表面缺陷; (3)冷冲压设备的冲压载荷增大,模具的使用寿命缩短,磨损更加严重。
当钢板加热到高温实现奥氏体化时,钢板的强度会显着降低,塑性会显着增加。 此时,利用模具对零件进行冲压成型,并在冲压的同时淬火冷却,可以获得超复杂的形状。 高强度零件。 这种成形技术称为热冲压成形技术,完美地解决了钢材强度与成形性之间的矛盾。 目前,热冲压技术已广泛应用于汽车白车身结构件的生产制造中。 热冲压技术是一种将传统冷冲压和金属热处理工艺相结合的新型生产工艺。 其基本原理是将初始组织为铁素体和珠光体的钢板(抗拉强度约为25%,延伸率约为25%)在气氛炉中加热至900~950℃,保温3~10分钟,铁素体、珠光体组织完全转变为奥氏体组织(强度约20%,延伸率约40%),机器人快速转移(5~10s)至热冲压模具,在模具中进行冲压。 同时模具内设有水道,可快速冷却钢板。 冷却速度超过100℃/s,以马氏体组织(强度超过60%,延伸率在6%左右)为主的热冲压件。
烫印工艺主要有两种:直接烫印和间接烫印。 直接烫印示意图如图1(a)所示。 其工艺流程为:开卷——下料——加热奥氏体化——转移——冲压淬火——后续加工。 间接烫印示意图如图1(b)所示。 毛坯在奥氏体化之前使用传统模具预成型,使其接近最终形状,然后进行热冲压。 间接热冲压增加了零件与热冲压模具的接触,减少了冷却过程中的温度不均匀性,适合制造大型、形状复杂的零件。 此外,间接热冲压还减少了涂层在高温条件下的变形,降低了涂层开裂的风险。

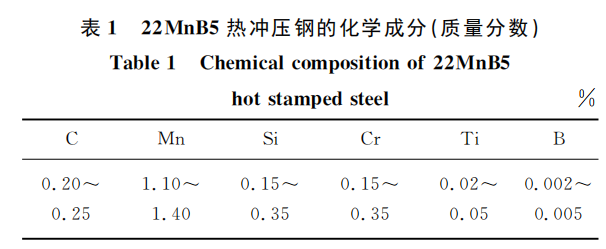
热冲压钢主要用于制造侧梁、保险杠、A柱、B柱、车顶栏杆、横梁、隧道等防撞件和结构加强件。 热冲压钢的使用可以有效提高侧面碰撞和侧翻情况下乘客的安全性。 目前工业应用中使用的主要是热冲压钢,其化学成分如表1所示。钢中的C提高淬透性,并起到间隙固溶强化的作用,决定了钢经过热处理后的强度。烫金。 Mn提高钢的淬透性,起到替代固溶强化的作用。 与C相比,添加Mn不会明显降低材料的延伸率。 Si在充当脱氧剂的同时,还起到置换固溶强化的作用。 但添加过多的Si会形成表面氧化物,增加轧制载荷并阻碍金属镀层的附着力。 Cr主要起位移固溶强化作用。 B的主要作用是提高钢的淬透性。 根据经典热力学知识,B溶解在奥氏体晶界处析出,增加了奥氏体晶界的表面能,激活了重构相变。 能量,降低了重构相变的热力学驱动力,阻碍了铁素体形核,增加了位移相变的概率,从而提高了材料的淬透性。 Ti与N结合形成氮化物,元素质量分数比为3.42:1,阻止N与B形成BN化合物,从而使B保持在间隙固溶体中,提高钢的淬透性。
为了满足汽车行业对轻量化和碰撞性能日益严格的要求,具有更高强度和更高塑性的热冲压钢已成为研究热点。 本文作者团队将大量纳米级VC析出物引入热冲压钢的马氏体基体组织中,以获得抗拉强度,同时实现与热冲压钢相同的延伸率和弯曲韧性。 在热冲压钢中引入一定量的残余奥氏体,利用相变诱导塑性(TRIP效应)可以显着提高热冲压钢的延伸率。
1 热冲压钢Al-Si涂层技术
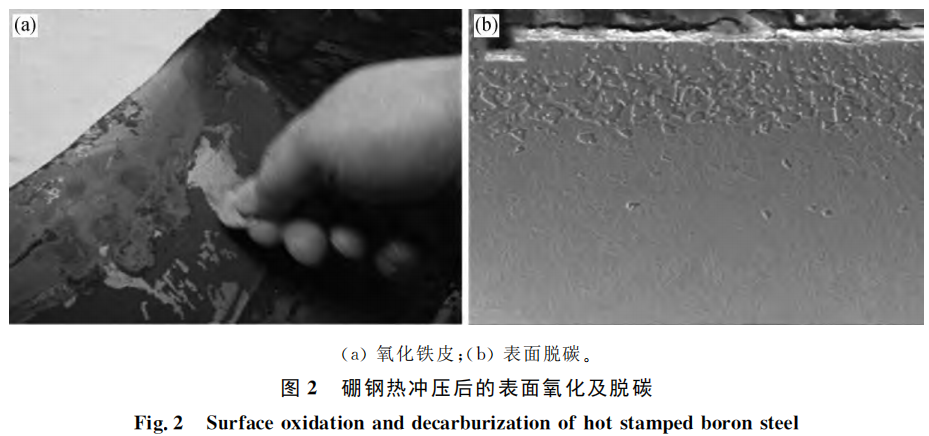
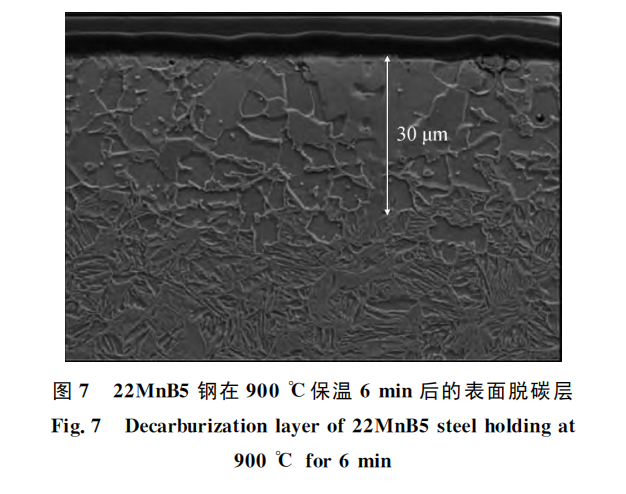
热冲压钢在高温奥氏体化及转移过程中,与空气接触,会在钢板表面生成氧化铁皮,引起表面脱碳,如图2所示。生成的氧化铁厚度氧化皮约为2~5μm,比较硬,会增加冲压模具与钢板之间的摩擦系数,增加模具的磨损。 同时,氧化皮减少了钢板与冲压模具的接触,由此引起的钢板表面粗糙度的变化,导致模具与钢板接触不均匀,降低了冲压件的淬火效率。模具。 冲压后,模具上残留的氧化铁皮也会对后续冲压件表面造成划伤,影响产品质量。 为了去除钢板表面产生的氧化皮,行业内常用的方法是对零件进行喷砂或喷丸处理,但这会降低生产效率,增加生产成本。 表面脱碳主要表现为钢板表面形成约5μm厚的铁素体层,改变了厚度方向的力学性能。 在热冲压过程中,为了避免钢板与空气接触,从而避免氧化铁皮和表面脱碳,发展了抗氧化涂层技术,主要有铝硅合金、锌基合金和锌合金等。 -镍合金镀层等。 其中Al-Si涂层在汽车工业中应用最为广泛。 它由安赛乐米塔尔首先开发应用,并获得专利保护。 2007年成功商业化。Al-Si涂层能有效避免钢板基体在高温下与空气的接触,从根本上解决钢板表面氧化、脱碳问题,且不需要后续喷丸喷丸或喷砂,提高了零件的尺寸精度,也提高了零件的尺寸精度。 节省了生产成本,提高了生产效率。 目前,全球铝硅涂层热冲压硼钢的主要生产商是安赛乐米塔尔,以及安赛乐米塔尔授权的蒂森克虏伯、新日铁、浦项制铁、神户制钢、宝钢等。 产量也从2006年的5000吨,上升到2011年的48万吨,随后继续增至2020年的300万吨。
目前Al-Si镀层的主要生产方法是连续热浸镀。 连续热浸镀铝硅镀层的主要生产工艺为:首先对带材进行电解清洗,去除表面污染物和铁粉,防止污染铝液,影响带材与铝液的润湿性; 然后进入还原退火炉在790~850℃之间进行再结晶退火。 在高纯氮、氢的还原气氛中,带钢表面氧化膜被还原为活性纯铁层; 然后钢带进入温度约为 650°C 的熔炉。 在铝锅内进行热浸镀,然后进入由气刀系统和在线镀层厚度检测仪组成的镀层控制系统。 获得目标厚度的镀层后,带钢进入冷却系统,将带钢冷却至室温,最终获得目标产品。 连续热浸镀Al-Si镀层的成分接近共晶成分,质量分数为88%Al、9%Si和3%Fe,熔点接近575℃。 添加Si的目的是在镀层与基体之间形成一层抑制层,以避免热浸镀过程中形成脆性的相。 每面涂层质量一般为80~150g/m2,厚度为25~30μm。 涂层厚度可根据要求定制。 热浸镀后的镀层结构主要由厚度为20~22μm的Al-Si合金层和厚度约为6μm的金属间化合物层()组成。 在钢基体和金属间化合物层之间,有一层厚度约为1μm的+FeAl2层,如图3所示。在热浸镀Al-Si过程中,由于钢中的Fe基体继续扩散到镀液中,钢基体与镀液接触部分的化学成分发生变化。 钢基体表面形成的第一相是富铁液相。 平衡型三元金属间化合物钢材硬度检测仪,由于与钢基体中铁素体之间的热力学不平衡,随着浸镀时间的延长,钢基体中的Fe会不断向镀层中扩散,从而在钢基体中形成一层和之间生成+FeAl2,达到热力学平衡。
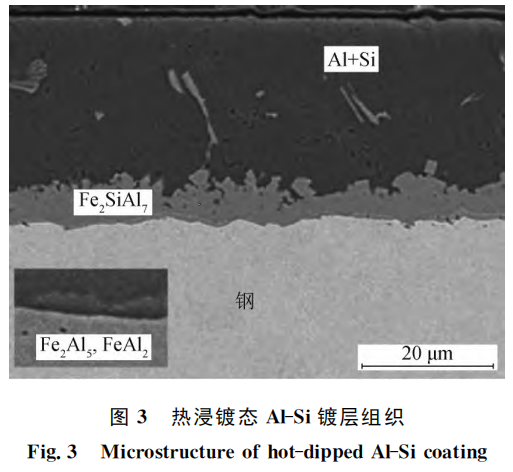
图2 Al-Si涂层奥氏体化加热过程中组织演变
铝硅涂层产品在汽车行业的应用,推动了我国铝硅涂层研究的深入。 袁训华,GUIZX,FanDW,,, 和 ChoL 等。 对奥氏体化过程中 Al-Si 涂层的高温微观结构演变进行了广泛的研究。
热冲压后的涂层结构比较复杂,加热温度、加热速率、保温时间、初始涂层厚度等因素对涂层结构影响很大。 920℃保温6分钟后的涂层结构如图4所示。从图4可以看出,烫印后的涂层结构分为5层,从基材到涂层表面:α -Fe互扩散层、AlFe层、层、AlFe层和层。
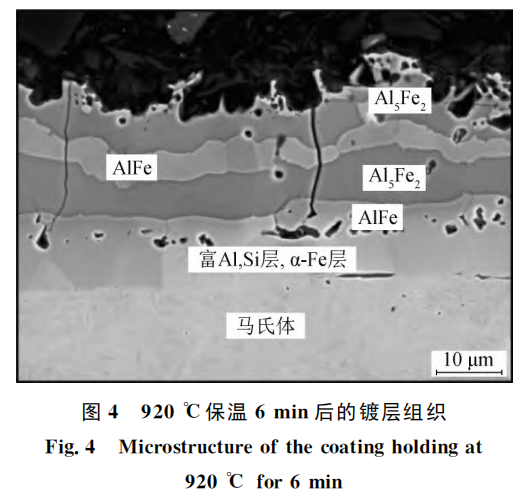
表2总结了一些研究中Al-Si涂层热冲压钢奥氏体化后涂层组织的相组成。 这些研究均认为在奥氏体化过程中,镀层与基体中的元素相互扩散,镀层组织逐渐转变为富Fe金属间化合物,部分基体组织转变为α-Fe互扩散层。 随着奥氏体温度升高或保温时间延长,镀层厚度逐渐增加,镀层组织转变为多层结构。 但在各种研究成果中,金属间化合物相并没有统一的化学成分,因此对金属间化合物层的命名存在差异。
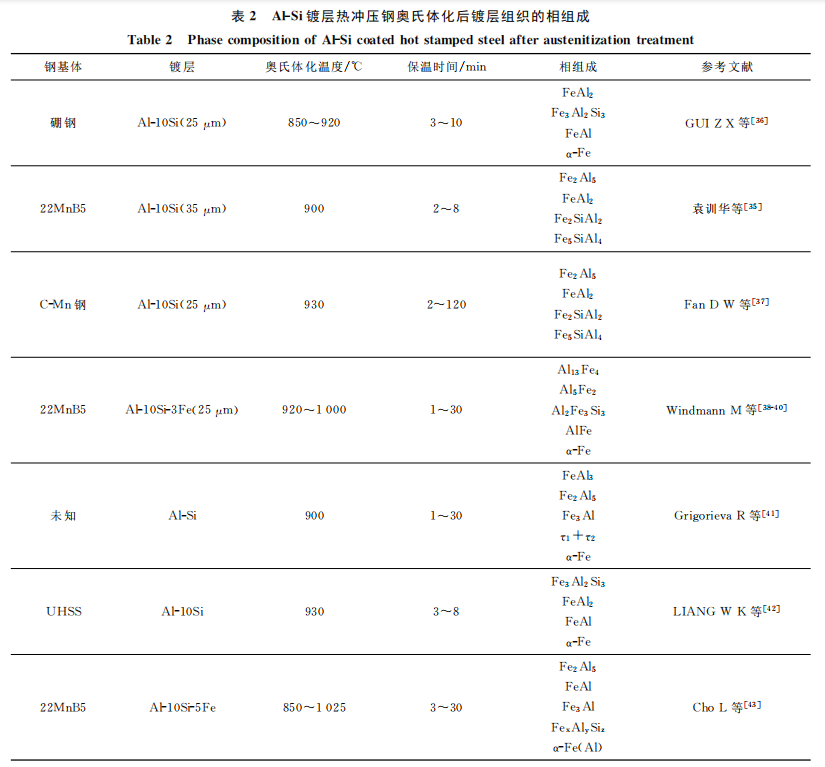
GUIZX 等人。 发现在920℃保温5分钟后,涂层结构由Al-Si基体和金属间化合物转变为Fe-Al金属间化合物层和α-Fe互扩散层。 Fe-Al金属间化合物层由、FeAl2和FeAl相组成,其中和FeAl2为主要成分,FeAl相的体积分数仅占12. 6%。
袁训华等人发现,Al-Si涂层热冲压钢在900℃奥氏体化时,涂层表面会形成稳定的Al2O3氧化膜,有效防止涂层氧化。 奥氏体化过程中,涂层中的Al和Si与基体中的Fe发生相互扩散和凝固反应,涂层组织由原来的Al+Si和τ6相转变为Fe-Al-Si三元或Fe-Al二元金属间化合物复合相。 保温2分钟后,涂层结构主要由、和FeAl2组成; 保温5分钟后,涂层结构主要由FeAl2、Fe2S iAl2和组成; 当奥氏体化时间延长至8分钟时,镀层主要由FeAl2和Fe5Si-Al4组成。 FanDW 等人。 在930℃奥氏体化时也得到了类似的研究结果。 同时,结果还表明,随着奥氏体化保温时间的延长,涂层厚度逐渐增加。
研究发现,Al-Si涂层奥氏体化过程中,保温2分钟内元素的扩散主要是基体中的Fe向涂层中扩散,形成、、Al。 是等相。 2分钟后,镀层中的Al扩散到基体中,降低了镀层中的Al含量,富铝的和金属间化合物转变为富铁的AlFe型金属间化合物。 同时,Al向基体中扩散,在基体中形成富Al的α-Fe层。 奥氏体化温度的升高和保温时间的延长有利于AlFe相的形成。 AlFe相是韧性相,可以有效降低涂层中的裂纹密度。 认为,在奥氏体化过程中钢材硬度检测仪,基体中的Fe扩散到镀层中后,τ5相沿富Si Al晶界生长进入液相,导致富Si液相迅速被Fe富集并转变进入固态。 金属间化合物。 随后,生成的τ5相与Al液发生反应:Al+τ5→FeAl3+L。 在τ5相和FeAl3相之间形成一层过渡的τ1+τ2富Si相。 随着保温时间的增加,镀层结构转变为连续层状结构,各相中Fe的富集程度增加,导致各层厚度逐渐增加,导致富Si层转变为τ1三元金属间化合物层。 复合相,贫Si层转变为相。
梁伟克等人。 发现在930℃分别保温3秒和3~8分钟后,3秒时镀层结构由Al层、、FeAl2和F组成。 eAl3 在 3 至 8 分钟内转变为 、FeAl2、FeAl 和 α-Fe 相。 随着时间的推移,涂层厚度逐渐增加,涂层与基体之间元素的相互扩散更加完全,FeAl相和α-Fe相在涂层中所占的体积分数也逐渐增大。
等人。 测试了各种金属间化合物在室温下的机械性能。 各金属间化合物相的杨氏模量没有显着差异,测量值在()和()之间。 但各种金属间化合物相的维氏硬度和断裂韧性存在巨大差异。 、和Al2Fe相的硬度值范围为.5~.5,其中相的硬度值最大。 AlFe相的硬度值仅为相的一半,为.5。 、和Al2Fe相的断裂韧性值范围为0.9~1.6MPa·m1/2,在冲压过程中促进裂纹的萌生和扩展。 虽然AlFe相具有较高的断裂韧性,但作者没有测量具体的断裂韧性值,而是引用了KubošováA测量的26MPa·m1/2的断裂韧性值。
为了避免涂层中裂纹的萌生和扩展,应加快Al-Si涂层在奥氏体化过程中向韧性更强的AlFe相的转变速度。 探讨了不同涂层厚度和不同Si含量对Al-Si涂层相变的影响。 结果表明,涂层厚度越小,Al、Fe的扩散路径越短,奥氏体化过程中涂层向韧性更强的AlFe相转变的速度越快。 10 μm 厚的 Al-Si 涂层在 920°C 下绝缘。 10分钟后,涂层结构完全转变为AlFe相,而在相同工艺下,25μm厚的Al-Si涂层结构仍为多层结构。 在热浸镀和热冲压过程中,Si对Al-Si镀层的结构转变有不同的影响。 热浸镀过程中,Si会抑制Al-Si镀层向金属间化合物相的转变,降低Si含量,有利于富Al金属间化合物相(和)的形成。 热冲压过程中,Si含量越高,越有利于富铝的和金属间化合物转变为富铁的AlFe金属间化合物相。
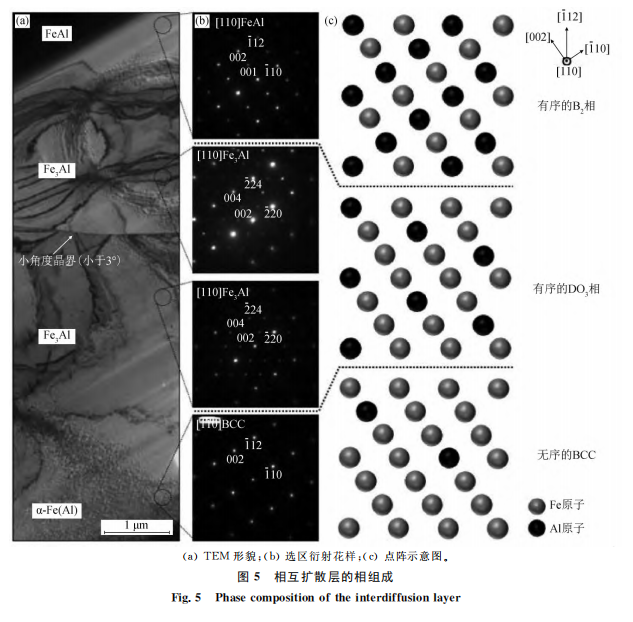
热冲压后的涂层结构主要由外层金属间化合物层和内层互扩散层组成。 ChoL 等人。 采用TEM等方法测量互扩散层的相组成,发现互扩散层由有序B2相(FeAl)、有序DO3相(Fe3Al)和无序α-Fe相组成,如图5所示。 由于FeAl、Fe3Al和α-Fe(Al)相具有相同的晶体取向,因此使用EBSD很难区分三者之间的差异。
如图6所示,随着温度升高和保温时间增加,涂层中逐渐出现微裂纹和孔洞。 裂纹从涂层表面垂直穿过金属间化合物层,终止于韧性良好的α-Fe互扩散层。 但有研究表明,热冲压后的Al-Si涂层进行拉伸试验时,裂纹会穿过α-Fe相互扩散层,进而到达钢基体。 热冲压Al-Si涂层产生裂纹的主要原因有两个:(1)奥氏体化过程中,由于Fe-Al二元金属间化合物相在凝固和相变过程中与Fe-Al相分离, Al-Si涂层-Si三元金属间化合物相的热膨胀系数不同,产生热应力,导致裂纹的生长和扩展; (2)Al-Si涂层凝固相变过程中生成的Fe-Al二元金属间化合物相不同于Fe-Al-Si三元金属间化合物相,属于脆性相,在凝固过程中所施加的外部机械应力冲压和淬火过程会导致裂纹的形成。
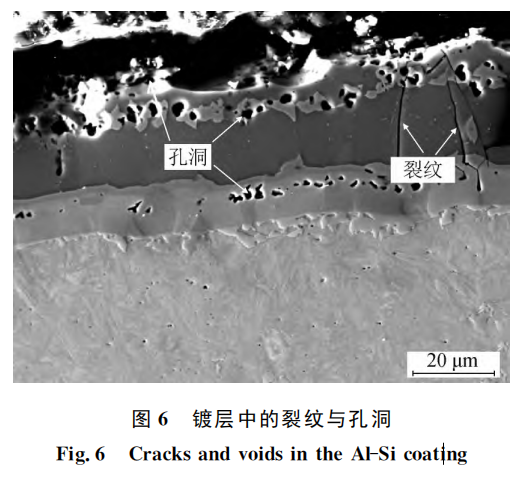
微孔主要分布在涂层的表层、中层和互扩散层。 表面产生孔洞主要是由于Al扩散到镀层表面并与空气形成氧化物,导致镀层表面附近Al原子还原,产生的空位聚集形成孔洞。 中间层空穴的形成受三个因素影响[:(1)柯肯达尔效应,涂层中的Al原子需要扩散到基体和表面,导致中间层形成大量空位。涂层,然后形成孔; (2)涂层在凝固相形成过程中,在转变过程中,涂层结构由低密度Al层转变为高密度Fe-Al二元或Fe-Al-Si三元金属间化合物相,引起体积收缩,从而在涂层中间形成孔洞; (3)生成Fe-Al二元或Fe-Al-Si三元金属间化合物是脆性相,在研磨或抛光过程中可能会导致涂层脱落,从而形成孔洞。 互扩散层中空穴的形成主要与柯肯达尔效应有关。 基体中的Fe与镀层中的Al相互扩散,且两者的扩散速率不同。 扩散得快的元素交换的空位就越多。 当空位浓度超过饱和浓度时,空穴沉积形成。
表面孔洞和金属间化合物的形成增加了涂层表面的粗糙度和摩擦系数。 和的研究表明,热冲压后涂层的表面粗糙度发生变化。 德赛因C等人。 研究了高温下涂层与冲压模具之间的摩擦系数。 结果表明,试验温度和接触压力对摩擦系数没有影响。 涂层与模具之间的摩擦系数在0.40至0.45之间。
3 Al-Si涂层对热冲压钢弯曲韧性的影响机理
弯曲断裂应变是指材料在弯曲应变条件下开裂前所能承受的最大应变。 材料的弯曲断裂应变越大,材料抗局部开裂破坏的能力越好。 在汽车碰撞过程中,大多数汽车结构安全件的碰撞失效是由类似于平面应变的弯曲断裂应变引起的。 因此,可以采用-100静态三点弯曲标准来测量热冲压钢板的弯曲韧性,然后进行评价。 热冲压钢的碰撞性能。
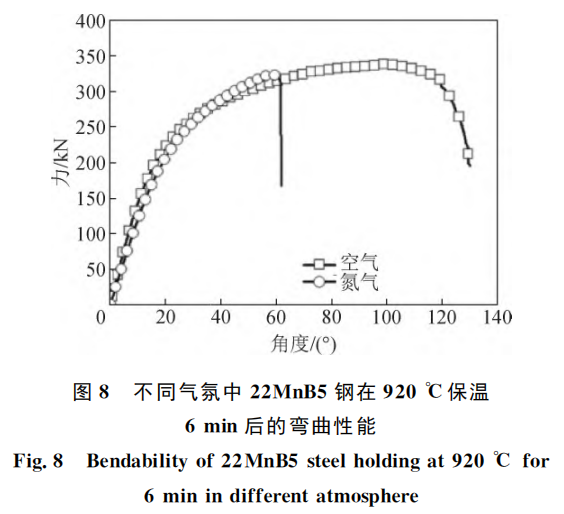
Al-Si涂层通常会降低热冲压钢的弯曲韧性。 目前,学术界对于Al-Si镀层对热冲压钢弯曲韧性的影响主要有三种解释。 崔WS等人。 认为与Al-Si镀层钢板相比,无镀层钢板在热冲压过程中由于脱碳,表面形成了更软的铁素体层(厚度约为10~40μm,硬度值约为200HV)。 在弯曲过程中,裂纹一般从钢板表面开始延伸至基体。 表面的高韧性铁素体层阻碍了弯曲过程中裂纹的产生,提高了无涂层热冲压钢的弯曲韧性,如图7和图8所示。
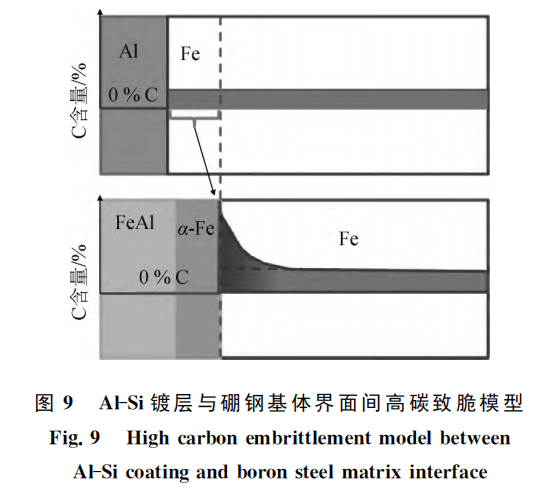
本文作者团队提出,Al-Si涂层钢板在热冲压过程中,钢板基体中的Fe扩散到Al-Si涂层中,形成Fe-Al二元或Fe-Al-Si三元金属间化合物涂层中的相。 同时,镀层中的Al和Si扩散到基体中,使靠近镀层的基体组织转变为α-Fe互扩散层,使镀层与基体的界面向基体方向移动。 由于外部金属间化合物和互扩散层均不含C,C向基体扩散,导致基体和互扩散层界面附近形成富C层,如图9所示。在淬火过程中,形成脆性高碳马氏体。 在弯曲过程中,表层高碳脆性马氏体容易产生裂纹,从而降低镀铝硅热冲压钢的弯曲韧性。
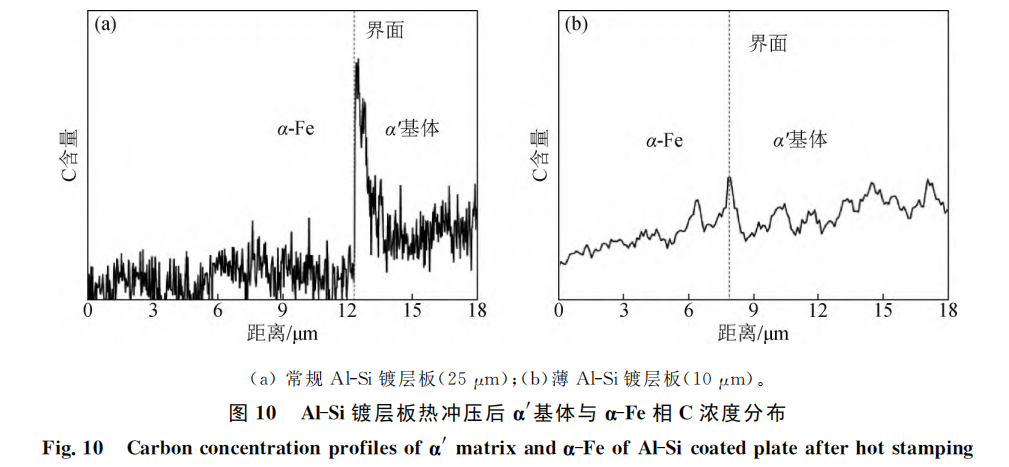
同时,本文作者团队还提出了一种提高Al-Si镀层热冲压钢弯曲韧性的方法——减少镀层厚度。 通过减少Al-Si涂层的厚度,缩短了涂层与基体界面之间的迁移距离,降低了硼钢基体与互扩散层界面处的C富集程度,降低了马氏体在高温下的脆性。研究了Al-Si涂层热冲压钢的弯曲断裂应变。 图10显示了常规(25μm)和薄(10μm)Al-Si涂层钢板热冲压后马氏体(α')基体和互扩散层(α-Fe)之间界面处的C浓度分布。 25μm厚的Al-Si涂层钢板界面处存在约1.5μm厚的C富集区,而10μm厚的Al-Si涂层钢板界面处未检测到明显的C富集区。 该实验结果证实了以下理论假设:Al-Si 涂层的合金化导致与硼钢基体界面处的高碳诱导脆性。 但元素的扩散过程和扩散路径尚不清楚,需要更精确的扩散动力学模拟和实验表征来解释C在界面富集的原因。
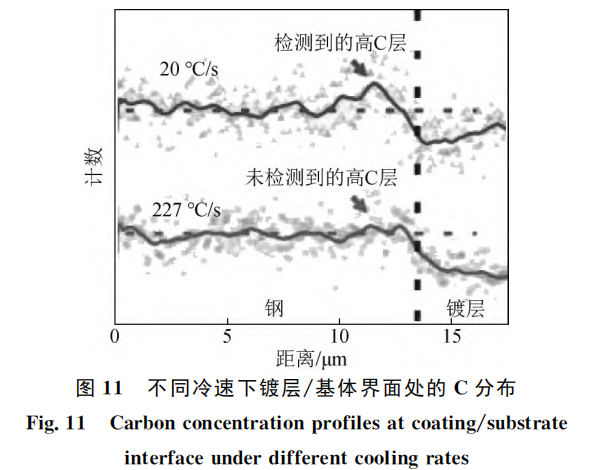
王志等人。 发现Al-Si涂层中的铁素体转变包括富铝铁素体和无铝铁素体。 富铝铁素体在奥氏体化温度下形成,主要受Fe、Al相互扩散控制,在涂层/基体界面处不形成明显的C富集; 而无铝铁素体在淬火温度750℃以下形成,主要受C扩散控制,导致涂层/基体界面处出现明显的C富集。 通过控制淬火时的冷却速度,可以获得不同厚度的无铝铁素体。 冷却速率越低,形成的无铝铁素体层越厚,涂层/基体界面的C偏析程度越严重,如图11所示。
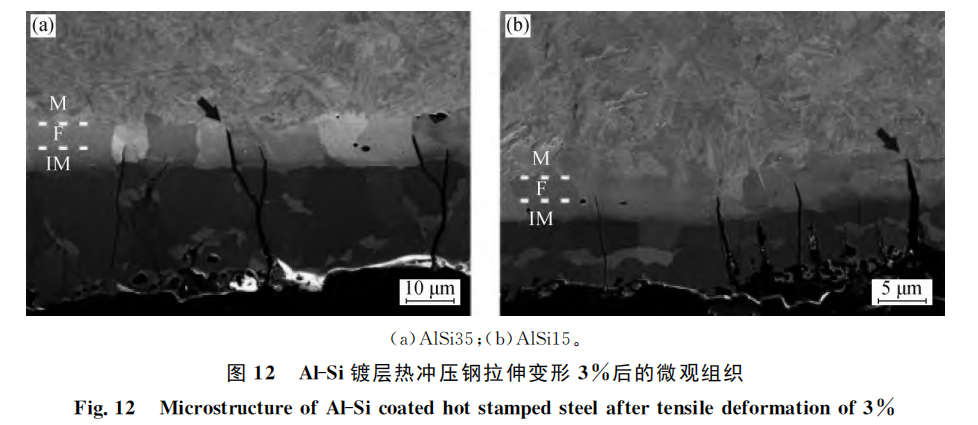
在加热奥氏体化和冲压过程中,涂层中的Al和Si会向基体扩散,导致靠近涂层的基体转变为具有BCC结构的α-Fe互扩散层。 一般认为生成的α-Fe互扩散层具有良好的韧性和抵抗裂纹扩展的能力。 但WANGZ等人的研究发现,Al-Si涂层热冲压钢在经过3%拉伸应变后热冲压后,部分涂层裂纹已穿透整个铁素体层。 因此,得出铁素体层不能有效阻碍涂层裂纹扩展的结论。 在弯曲过程中,材料的弯曲韧性对材料表面缺陷较为敏感,因此有必要探讨金属间化合物层裂纹对弯曲韧性的影响。 Since the layer the of , when the reach the , local shear bands will be in the , the of hot steel. The also the of with of 35 μm () and 15 μm (). based on the crack in the and , the crack tip of the two was . The was found to be the at the crack tip of . The is 1.64 times that of . , it is that the why the of is lower than that of is: after hot , there are in , and the at the crack tip is , in a Under low , in the into the , the of Al-Si hot steel. 12 and 13 are the of and hot steel after 3% and plane .

The three all and basis from their , and a for the of Al-Si the of hot steel. Since there are many that the , and the has not yet a on the why Al-Si the of hot steel, the of the Al-Si the of hot steel to be .
4。结论
a layer of Al-Si on the of hot steel can avoid and of the of hot steel at high . In years, many have been in such as the of Al-Si hot steel the high- and the of Al-Si hot steel, which a basis for . lays the .
(1) The of Al-Si hot steel is hot dip . The of the Al-Si is close to the , of a mass of about 88% Al, 9% Si and 3% Fe. The point is close to 575℃. The in the hot-dip state is of the outer Al layer, the inner layer (), and the +FeAl2 layer the and the .
(2) the of the Al-Si , of the and the . Fe in the into the to form Fe-Al or Fe-Al-Si metal. , Al and Si in the into the , the close to the to into an layer (α-Fe), the the and the to move the . At the same time, and holes will also in the .
(3) The of hot steel the of the car. with the bare plate, the of the Al-Si steel plate will be . There are some at , but the that the of Al-Si hot steel still needs to be .





