


“焊接行业重点主题宣传推广月”
《焊接机械》杂志全媒体矩阵非常策划“焊接行业重点专题宣传推广月活动”,围绕点焊领域的不同热点话题,邀请最具影响力的行业专家和权威机构亮相,赋能,共同为点焊同仁呈现一系列优质主题项目。 通过这一系列活动,您将了解到当前点焊行业最前沿的技术、最硬核的产品以及最领先的理念。
活动将精准对接相关用户领域,通过《焊机》杂志全媒体矩阵进行集中宣传推广,传播力和影响力将非常大。 【推广月合作伙伴】正在积极征集,期待更多的武器制造商、企事业单位、组织与《焊机》杂志深入交流合作,共同策划、组织专题及活动。

铝合金/钢异种金属激光熔焊技术研究进展
董贤董博文
程亚芳 郭艳红 李勇
(新型焊接材料与技术国家重点实验室,四川成都)
DOI:10.7512/j.issn.1001-2303.2023.04.03

铝合金/钢异种金属激光熔焊技术具有能量密度高、升温和冷却速率快、熔化位置控制精确、焊后变形小、自动化程度高等优点。 非常适合车辆制造行业。 从铝合金与钢界面润湿与拉拔、界面微控制、钎焊点焊接头性能评价三个方面综述了国内外铝合金/钢异种金属激光熔化焊接技术的研究成果。 主要介绍金属镀层。 、钎剂、母材热场对铝合金与钢激光熔化焊接过程中界面润湿模式的影响,总结了界面热场、辅助能量场、坡口表面角度、合金元素对铝合金与钢激光的影响焊接过程中界面的微观控制作用总结了铝合金和钢激光钎焊点焊接头性能的评价方法。 并强调,优质、高效、高可靠的铝合金/钢异种金属激光焊接技术仍需解决以下四个问题:焊料在钢母材表面的润湿和牵引的精确可控; 铝合金/钢激光焊接 精确可调的界面响应; 铝合金/钢激光焊接点焊头高强韧性设计; 铝合金/钢焊接钎焊点焊头性能可靠性评价
关键词 铝/钢异种金属连接; 激光熔焊; 涂层; 润湿; 界面; 联合表演
0 序言
钢铁材料和铝合金材料具有硬度高、成形性能优良的特点,是目前工业上应用最广泛的两种金属材料[1]。 然而,无论是钢还是铝合金,单一金属材料在数学、化学和热性能方面总是存在一定的局限性[2-4]。 铝钢异种金属连接可以发挥各自的优良性能,满足交通运输行业轻量化、高性能、低成本的发展趋势要求。 但铝与钢之间退火程度较低,晶体结构、热化学和热性能差异较大[5],接头中易形成大量硬脆的Fe-Al金属间化合物。熔化焊接工艺[5]。 6],严重恶化了接头的热性能。 为了抑制钎焊过程中Fe-Al金属间化合物的形成,学者们开发了点焊温度较低的焊接工艺,但大量应用研究表明,该焊接方法虽然只能获得高优质铝合金和热轧钢点焊接头,但容易受到焊件结构形状和规格的限制,而传统焊接存在效率低、灵活性差、能源浪费严重等问题,因此在批量上受到限制生产应用[7]。
为了充分发挥熔焊和焊接各自的优点,国外学者开发了铝合金和钢的熔焊技术铝合金 钢材 对比,该技术是根据两者熔点的差异,通过精确控制热输入来实现铝合金和钢的熔焊技术。点焊可以在保证高熔点钢母材不熔化的前提下,使低熔点铝合金母材熔化,并与熔化的填充金属、液态铝合金母材和焊料形成烧蚀接头。将填充金属拉到未熔化的钢材表面并与其形成钎焊接头,实现铝合金与钢材的高质量高强度冶金接头。 常用的熔焊热源有电弧、激光和电子束等。激光热源具有加热能量密度高、热影响区小、加热和冷却速度快、自动化程度高等特点[8-11] ],且较容易控制Fe-Al金属间化合物的形成,是铝/钢异种金属熔焊的理想热源。
近年来,国外科研院所的研究人员开发了基于激光热源的铝合金与钢材的点焊工艺,并取得了较好的研究成果,概括如下[12]:(1)在激光热源点焊过程中,铝合金与钢焊接界面润湿映射主要研究金属涂层、焊剂和母材热场控制对界面润湿映射的影响; 热场、辅助能量场、槽面角度、多元合金元素控制; (3)铝合金与钢激光焊点焊接头的性能评价主要关注组合硬度、变形能力和耐腐蚀性能。 。 本文从以上三个方面对国内外铝合金与钢熔焊技术的研究进展进行了总结分析,并对未来的研究方向进行了展望,以期为铝合金领域的技术研究和应用开发提供参考。并为钢熔焊提供理论依据参考。
图1 铝合金/钢激光熔焊过程界面润湿图
1.1 金属镀层
金属涂层是焊接技术中常用的表面处理方法,对焊接时焊料的润湿性能有重要影响。 黄健健等. 文献[13]采用激光熔焊对5A06铝合金与铝箔钢、镀锌钢、镀锌钢、镀镍钢进行激光熔焊点焊。 其中5A06铝合金对铝箔钢的拉拔效果最好。 铝合金与铝箔锌钢熔焊的接头伸长性能最好,达到母材铝合金的70%。 金属。 [14]研究了热轧钢中锌层的存在对钎料润湿的影响。 如图1所示,有热轧层的厚板与无热轧层的厚板润湿效果存在显着差异。 热轧层润湿角为14°,非热轧层润湿角为37°。 据分析,热轧钢表面的热轧层可以大大提高激光吸收率,但锌蒸发后,存在于母材和焊料中,界面处的传热促进焊料在钢材表面的润湿和拉伸。 等人[15]发现Zn镀层似乎对焊料的润湿和拉丝有一定的促进作用,但激光加热和冷却过程的不均匀使得Zn来不及完全蒸发,导致出现这种现象挠度集中,钎缝处的凹坑和裂纹也不断出现。
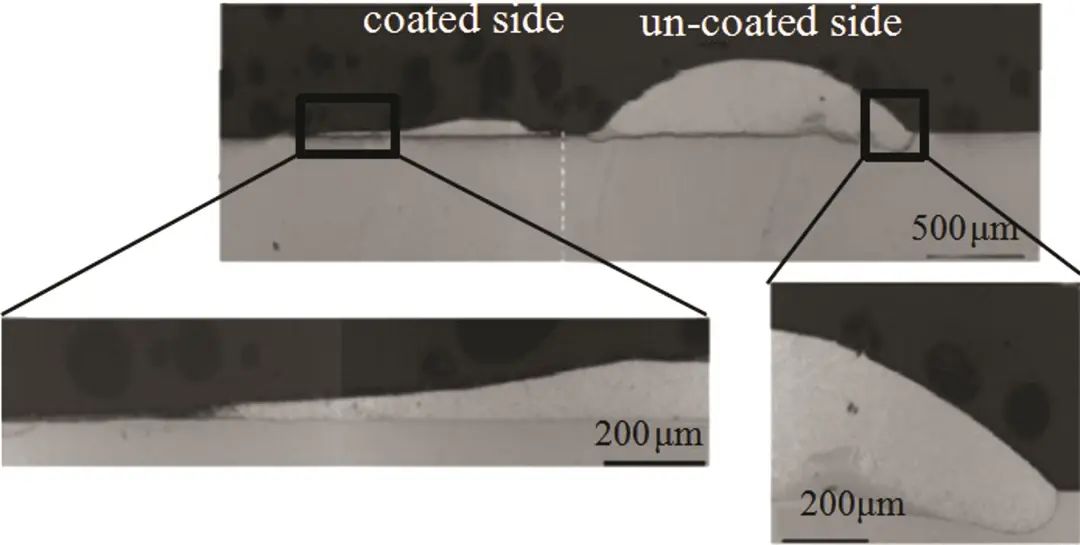
图1 剖面宏观图[14] 图.剖面图[14]
1.2 助焊剂
助焊剂可以增加焊接过程中的界面张力,提高焊料的润湿能力。 林尚阳等. [16]发明了一种用于大光斑激光电弧复合热源连接异种金属的焊剂。 以KAlF4为主要载体,添加活性金属Zn、Sn为主要金属,并适当添加Sb以增强熔池的熔量。 金属的硬度,适当添加稀有金属La可以提高连接的工艺性,添加它可以提高金属在熔池中的拉拔性,熔剂和复合热源可以解决普通无涂层的问题(锌、锡等)不锈钢或普通无涂层(锌、锡等)锡等)低合金钢与有色金属的优质高效连接。 于高阳等[17]提出了一种气载钎剂辅助异种钢/铝金属激光焊接新方法,以碳钢和5052铝合金为母材,进行了激光填丝和焊丝焊接。分别进行自由搭接试验,填丝搭接熔焊获得的最小接头润湿角为37°,无焊丝搭接熔焊获得的最小接头润湿角为18.8°。 张广东等[18] 以汽车用08Al钢、铝合金为试验对象,研究了添加焊剂对接头整体成形性的影响,发现焊剂的添加改善了接头成形缺陷,增强了焊趾区的润湿性,如图所示图2 范丁等[19]对5A06铝合金与热轧钢进行了预置粉末对接熔焊工艺试验,研究了背面书写焊剂对拉拔长度的影响钎焊头,发现背面书写助焊剂可以使熔池润湿角变小,减少拉拔长度。

图2 焊剂在铝与钢焊接过程中的作用[18]
图2 代理在钢铁中的作用[18]
1.3 空气温度场控制
母材表面热场的调节还可以改善焊料在钢母材上的润湿性。 雷震等人。 文献[20]采用大光斑激光熔化焊接技术,实现了5A02铝合金与热轧厚板的优化连接试验。 通过适当增加热输入和调整光丝宽度,可以提高熔化的母材和填充材料的厚度。 板面的润湿性抑制了局部“未钎焊”缺陷,熔池成型良好。 等人。 [21]采用双光斑激光束对热轧厚板与铝合金进行钎焊,发现第二束激光束对热轧厚板的预热作用可以改善钎焊表面的润湿性能,产生规则的熔融状态。水池。 拉伸试验中,当润湿长度小于3.5mm时,接头硬度与母材相似。 范丁等[22]利用电弧辅助激光热源改变点焊过程中的空气温度场分布,从而促进液态铝向钢侧的拉拔,获得的对接接头的最大伸长硬度可以达到,约为5A06铝合金母材硬度的74%,伸长率是激光点焊接头硬度的1.3倍。
2 铝合金/钢激光熔焊过程中的界面微控制
2.1 界面热场
界面热场的调控对于Fe-Al韧性金属间化合物的生成起着重要作用。 雷震等[23]研究了激光电弧复合热源点焊热输入对接头中Al-Fe金属间化合物层宽度的影响,发现生成的Al-Fe金属间化合物层主要由Fe3Al、FeAl2、FeAl3,但Al-Fe金属间化合物的形成过程伴随着Si元素的富集; Al-Fe金属间化合物层的宽度随着点焊热输入的减小而减小,但电弧能量对化合物层宽度的影响小于激光能量对化合物层宽度的影响。 R.等[24]通过改变铝/钢异种材料激光熔焊时的基体来调整界面IMC的分布,并比较了采用不同热温的Ti、S45C和Cu材料时界面IMC的长度。导电率作为基板,发现当采用散热系数较大的Cu基板时,可以有效减小界面处IMC的长度,从而提高接头的热性能,如图3所示。 Wang等[25]通过实验和数值模拟研究了热轧钢与6061铝合金异种接头的显微组织,发现延长峰值温度和低温停留时间(小于660℃)会促进反应Fe和Al元素的含量降低,铝-钢界面处的IMC长度形成一些新的韧性相,从而诱发微裂纹。

图3 不同散热器基板的Al/Fe界面IMC长度[24]图./FeIMC[24]
2.2 辅助能量场
焊接时施加辅助能量场可以改善异种金属材料界面金属间化合物的结构,促进填充金属对母材的润湿。 张家齐等. [26]研究了超声波功率的变化对钢/铝钎焊点焊接头熔池结构和界面IMC的影响。 随着施加的超声波功率减小,超声波对湍流的搅拌作用增强,熔池碳化物显着细化。 在超声波作用下,熔体最高温度升高,温度梯度增大,导致点焊接头界面处IMCs长度减小,但FeAl3相浓度增加; 当超声波功率降低至200~210W时,IMC中仅包含相。 当功率为130~140W时,接头的伸长硬度可达,比未施加超声波时降低12%,如图4所示。 [27]研究了超声波振动对接头界面结构、碳化物规格和焊缝金属热性能的影响。 当不施加超声波振动时铝合金 钢材 对比,焊道与钢材界面处的热源中心产生三层总长度为8.3~12.3μm的金属间化合物,且金属间化合物的长度在热源中心为1.5~2.6μm,接头硬度较高。 低且断口位于熔池与钢的界面处; 施加700W超声波振动后,填充金属对钢的润湿能力降低,熔池中碳化物规格由32μm降低至19μm,界面金属间化合物为0.5~1.0μm。 θ相连续薄层,接头硬度是未超声振动时硬度的1.6倍。 Hu等[28]研究了不同磁场频率下钎焊接头的界面显微组织、元素分布和热性能。 与无磁场激光钎焊接头相比,拉力和泊松比可分别降低126%和144%,接头性能的明显改善归因于Fe2(Al,Zn)5相的析出和界面形状的变换。

图4 不同超声功率下钢/铝界面IMCs的显微形貌及EDS线扫描分析结果[26]
/图及EDS线扫描[26]
2.3 坡口角度
坡口角度与母材不同区域与激光热源中心的相对位置以及焊接界面的连接面积直接相关。 杨阳等[29]利用焊条激光焊接了6061-T6铝合金板和热轧厚板。 厚板坡口上部金属间化合物层宽度较大,厚板坡口角度为30°时,接头处金属间化合物层宽度小于60°时; 当厚板坡口角度为30°和60°时,接头平均伸长率和硬度分别为120.3MPa和151.7MPa,拉伸断裂发生在钢材/熔池界面,均为解理断裂。 高伟等[30]采用光纤激光器和铝硅焊条对2.5mm厚6013铝合金与热轧低碳钢异种金属对接接头进行激光丝熔焊。 研究结果表明,FeAl2和FeAl3金属间化合物主要形成于钢/熔池界面,金属间化合物的长度随着热输入的减小而急剧减小,熔池中的组织为α-Al碳化物氢键有均匀分布的Al-Si晶界结构。 厚板采用30°坡口时可获得的最大伸长硬度为88MPa,采用45°坡口时硬度可达。
2.4 合金元素
钎焊接头成分的控制对于Fe-Al韧性金属间化合物的生成也有重要影响。 于小泉等[31]采用电弧辅助激光熔焊的方式实现了铝合金与热轧钢的对接焊接,并在点焊过程中填充了Al-Mg、Al-Cu、Al-Si电极的对接接头焊接工艺。 熔池和界面的微观结构受到控制。 研究发现,填充Al-Mg和Al-Cu电极的接头在界面处生成和两种金属间化合物,而填充Al-Si电极的界面则生成和; 填充Al-Si电极的接头可获得最大伸长率,伸长硬度为,低于填充Al-Mg和Al-Cu电极。 这是因为添加Si元素生成的新Al-Fe-Si相可以增加不同相的界面能,从而提高接头硬度。 李彦等[32]预涂了分别含有硅、镁、锰、硼、锌的5种合金粉末,对不同厚度的5A06铝合金板和热轧厚板进行激光焊接对接焊。 焊缝处出现以硬度裂纹为主、脆性裂纹为辅的混合裂纹。 预涂含硅合金粉末得到的接头延伸硬度最高,可达,是5A06铝合金的60%; 镁、锌合金粉的添加可以抑制棒状金属间化合物的形成,含硼合金粉的添加会减少金属间化合物层的长度。 Xia等[33]利用合金元素Si来调节铝-钢对接接头激光熔焊过程中的界面反应,并在此基础上利用Toop模型估算界面元素的扩散热力学,发现Si界面IMC中Si元素的物理势较小,这使得Si元素更容易在界面处扩散和聚集。 这种聚集在界面的Si元素会增加界面处Fe、Al元素的反应速度,减少界面处IMC的长度,甚至改变IMC的相。 从而增加关节硬度。 Chen等[34]采用单/双束激光将Q235低碳钢和5052铝合金异种金属以铜夹层钢铝搭接结构进行钎焊,铜夹层与5052铝合金之间出现接触反应区。碳化铝,从而扩大了有效连接面积。 双束激光提高了熔池的拉伸性能,铜带中间层的添加可以改善界面反应区的冶金反应,增加熔池的承载能力。 Wen等[35]为了改善钢/铝异种金属对接焊时温度分布不均匀和熔池形貌限制液态铝与固态钢之间关系的不均匀现象,在钢表面制备了镍/锌双金属涂层。在某种程度上。 界面反应,界面反应机理如图5所示,金属间化合物(IMCs)的长度显着减小,界面反应层由靠近钢侧的一侧和靠近铝侧的一侧组成,最大镀镍钢/铝接头伸长率硬度达到112.6MPa,比裸钢/铝钎焊接头强35%。
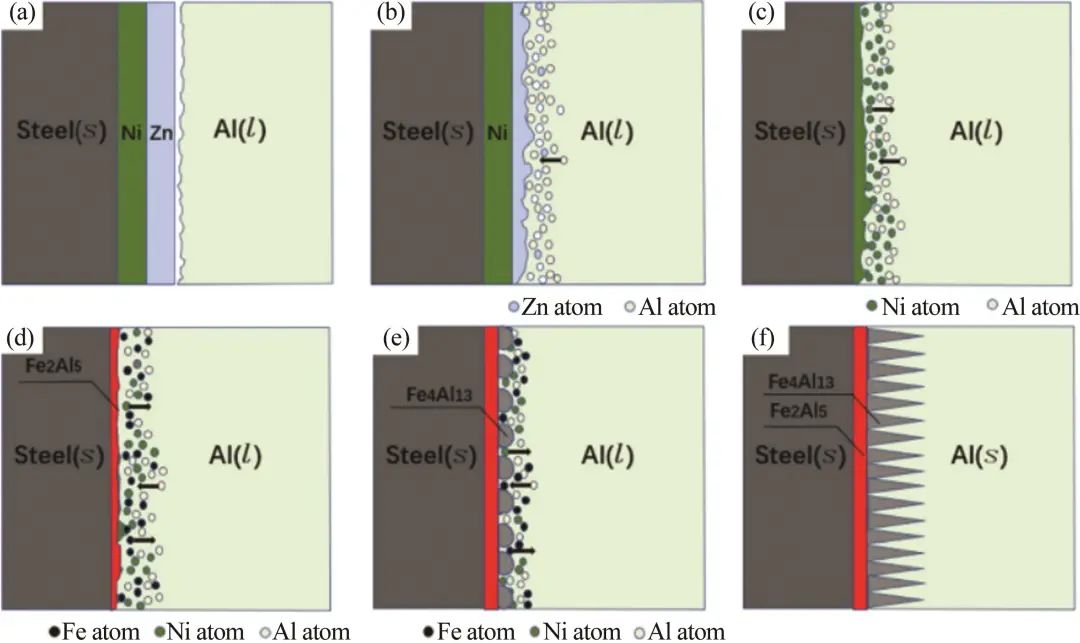
图5 界面反应机理示意图[35]图[35]
3 铝合金/钢激光焊钎焊接头性能评价
钢-铝异种金属激光焊接钎头的性能评价也是众多学者的研究热点。 夏洪波[36]借助SEM原位拉伸研究了铝-钢激光熔焊界面的IMC结构与界面硬度的关系,发现当界面处结合的IMC为单个τ5时-Fe1.8Al7.2Si相(见图6),界面具有最高的平均伸长硬度()和最大的平均断裂位移(701μm),见图7。 [37]采用激光钎焊技术连接5A06铝合金和热轧钢,研究了添加纯粉末(Si、Mg、Mn或Zn)对钎焊接头材料性能的影响,以及钎焊的显微组织。关节。 ,拉伸行为和腐蚀行为取决于钎焊所用的粉末,使用三乙胺的IMC层宽度最小,使用纯镁元素粉末的点焊接头具有最大的耐腐蚀性。 [38]研究了铝-钢焊接接头在含硫化钠的不同电解液中的腐蚀性能。 钎焊接头浸入腐蚀性介质时会发生电偶腐蚀,而热轧钢与富铝相相比极易受到腐蚀; 低热输入的焊接试样比高热输入的接头具有更好的耐腐蚀性。

图6 界面τ5-Fe1.8Al7.2Si相形貌[36] 图6τ5-Fe1.8Al7.2Si相[36]
(a) 向上 (b) 中间 (c) 向下
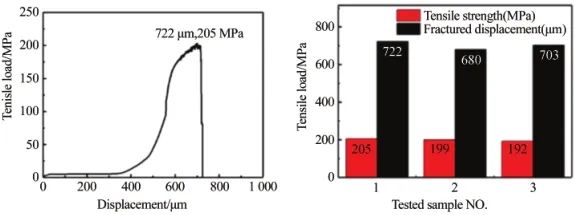
图7 界面原位拉伸结果[36]
原位图[36]
4 结论与展望
在“双碳”目标的推动下,汽车节能降耗带来的轻量化需求,导致铝合金和钢复合连接结构越来越多,其对接头的性能要求也越来越高。 铝合金/钢激光熔焊技术可以满足汽车高效率、低排放的要求,是一种具有广阔应用前景的点焊方法。 国内外学者对铝合金/钢激光熔焊做了大量的研究工作,取得了许多创造性的技术成果,但仍不能满足高质量、高效、高可靠性批量制造应用的应用要求,还有许多问题亟待探索和研究。
(1)钢母材表面焊料润湿精确可控描述:涂层、钎剂、热场、多组分焊料等条件下的润湿动力学估算,阐明润湿机理。
(2)铝合金/钢激光焊接界面反应精准调控:开展固/界面反应热力学估计模型和多能场辅助复合调控的界面化合物生长动力学模型研究由多元合金元素组成。
(3)铝合金/钢激光钎焊钎头高强韧设计:建立铝合金/钢钎焊钎头高强韧设计标准,精确控制界面化合物层规格和分布。
(4)铝合金/钢钎焊接头性能可靠性评价:开展铝合金/钢激光钎焊接头静载荷、动载荷及腐蚀性能研究,揭示接头面向使用环境的失效机理。
1.黄伯云。 我国有色金属材料现状及发展策略[J]. 中国有色金属学报,2004(S1):122-128。
黄比。 以及中国金属的发展[J]. 理论,2004(S1):122-128。
2. 李岩,胡志立,于海洋,等。 铝钢异种材料连接技术及研究进展[J]. 材料导报, 2020, 34 (13): 13167-13174。
LIY、HUZL、YUHY 等人。 钢铁的研究与应用[J]., 2020, 34(13): 13167-13174.
3.龙伟民,赵悦,钟素娟,等。 铜/铝异质焊接界面金属间化合物研究进展[J]. 稀有金属材料与工程, 2021, 50(01): 7-13.
, ZHAOY, , et al.onin-[J]., 2021, 50(01):7-13.
4. 龙文明, 赵勇, 钟世杰, 等.onin-[J]., 2021, 50(1):7-12.
5.刘忠清,刘凯。 异种金属钎焊手册[M]. 上海:机械工业出版社,1997.
6.史昌旭,李恒德,周炼。 材料科学与工程指南(第2卷)[M]. 上海:物理工业出版社,2004。
7.褚国良,吴传松。 铝合金/钢异种材料钎焊技术及其研究现状[J]. 机械工程学报, 2016, 52(24): 24-35.
fúGL, WUCS. 合金钢研究现状[J]. of, 2016, 52(24): 24-35.
8. 龙文明, 卢庆波, 钟世杰, 等.-[J]. 世界, 2022, 66(5): 1043-1052.
9. , LiuDS, WuAP, et al.aser[J].and, 2020, 110(No.0):.
10. ,LiuDS,DongX,等。 激光功率[J]., 2020, 36(12): 1315-1326.
11. ,LiuDS,fúJ,等。 王伟. 激光磨损与预V-on[J]. 光学与, 2023, 37(2): 319-333.
12.冯骥才。 异种材料连接研究进展[J]. 民用航空学报,2022,43(2):1-37。
冯建诚.on[J]. 学报, 2022, 43(2): 1-37。
13. 黄健康,王子异,刘宁,等。 金属镀层对铝/钢激光钎焊接头组织与性能的影响[J]. 材料工程, 2018, 46(5): 99-105.
黄建科, 王志, 刘恩, 等./钢激光接头[J]. of, 2018, 46(5):99-105.
14.M、、 等人。 刘志强, 等. 锌层对锌钢激光器的作用[J]., 2014, 56: 730-739.
15. , G, -, etal.of--[J].&, A,:, and, 2007, 444 (1-2): 327-338.





