


为了确定影响相同厚度、不同材料成分的碳钢板激光切割质量的因素,研究人员利用光纤激光器和激光切割设备,在大量实验的基础上,分析了材料成分与加工质量的关系。 。 结果表明,在相同功率光纤激光器的背景下,切割相同厚度、不同类型的碳钢板时,材料成分对加工质量有显着影响,并且随着板材内部某些元素成分的增加,加工质量显着下降。
目前,激光切割技术以其加工成本低、生产效率高、切割精度准确、加工质量完美等优点逐渐取代了传统的金属加工方法,在碳钢、不锈钢、铜、铝等领域占据着不可或缺的作用。其他有色金属加工领域。 替代状态。
随着激光切割技术的普及,其加工问题也逐渐显现出来。 较为严重的是在相同功率激光切割机、相同切割工艺参数的背景下切割相同厚度、不同成分的碳钢板时。 ,切割样品的表面质量存在明显差异。 因此,为了探究板材成分对切割质量的影响,研究人员在使用不同功率范围(6-30 kW)的光纤激光器的背景下,使用氧气和空气对不同厚度和成分的碳钢板进行了测试。 比较的。
实验设备与方法
1.1
实验室设备
本实验使用的设备是 Bodor Power-30 kW 光纤激光器。 激光器为多模连续输出激光器,光束波长1080 nm,纤芯直径150 μm; 本实验使用的激光头为Bodor 30(30 kW)激光头,其准径焦距为100 mm,聚焦镜焦距为200 mm,可实现自动聚焦。 为了保证Bodor Power-30 kW光纤激光器稳定运行并处于良好的运行状态,实验中使用的辅助设备为冷却能力为70.0 kW的水冷却器。

图1 实验激光器和激光头
1.2
辅助材料
为了保证实验数据的准确性、效率和明显的对比,本实验采用的测试材料为Q235碳钢、Q345碳钢、Q460碳钢等不同厚度的碳钢板。具体参见实验板数据表1; 所用辅助气体为99.9%氧气,气源压力为5 bar,纯度为99.9%。 为了保证本次实验有足够数量的喷嘴,准备了实验喷嘴数据表2所示的喷嘴。
表1 实验板数据表

表2 实验喷嘴数据表

1.3
实验方法
在保证设备光斑质量的同时(用相纸确认光纤和激光头内部清洁完好),气源压力(氧气稳定在5 bar,空气稳定在11 bar) 、激光头内部镜片(镜片干净、无污垢、烧焦点)均正常。 Bodor Power激光器的内部模块通过内部控制软件进行控制,最大输出功率分别调整为12 kW、20 kW和30 kW。 对表1中不同类型、不同厚度的板材在上述三种功率状态下进行了切割实验。 切削样品示意图及尺寸如图2所示,周长为205.6毫米。 通过对切削样品的表面孔隙密度、粗糙度及相应工艺参数进行了分析比较。
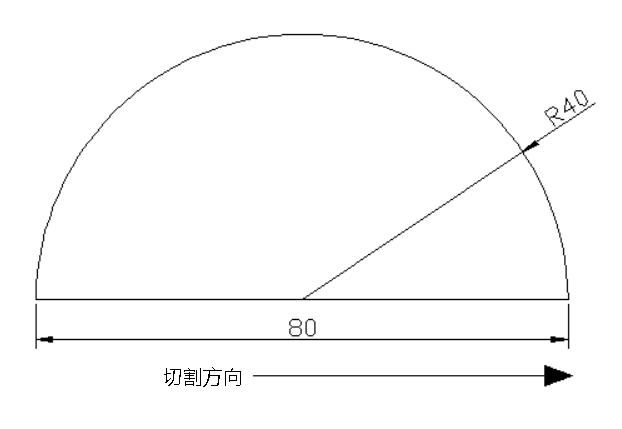
图2 切割样品示意图
检测结果

2.1
切削参数分析
实验过程中,根据切割速度、激光功率、切割气压、焦点和喷嘴孔径五个影响因素,为保证切割后的样品能自动脱落、无熔渣、无过烧、无熔滴,且表面光滑度高,通过调整工艺参数可实现不同材料、不同厚度的最佳切割效果调试。 具体参数如表3所示。
表3 实验参数表

2.1.1 切削速度分析
从表3数据可以看出,以20 kW激光功率为测试背景,对Q345、45#钢、NM400和T10四种厚度为20 mm和30 mm不同材料的切割速度为分别进行比较,如图3所示。 在激光功率、板材厚度、辅助气体氧气相同的背景下,T10板材的切割速度最慢,NM400的切割速度更慢,Q345和45#的切割速度没有明显差异。钢。 由此可见,切削材料中的碳含量对切削速度的影响最为明显。 对于同等厚度的板材,随着板材内部含碳量的增加,切割速度会逐渐降低; 并且随着板材内部某些稀有元素(Cr、Ni等)含量的增长,切割速度会逐渐降低。 [5]
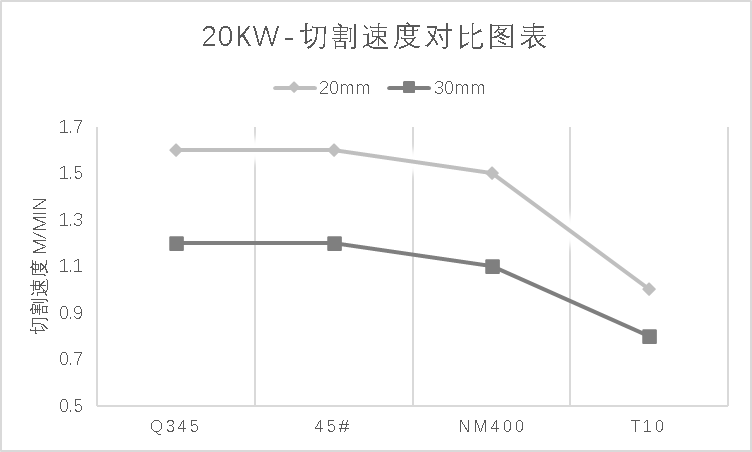
图 320kW切割速度对比图
2.1.2 辅助气压分析
据了解,激光切割采用氧气作为辅助气体切割碳钢的原理是通过激光光源产生的能量以及切割过程中的氧化反应来切割板材。 可以看出,氧气压力对不同类型的板材影响较为明显。 根据表3(图4)提供的20kW激光切割20mm、、45#钢、T10工艺数据推断:相同厚度的不同类型板材,目的是切割样品最佳效果,根据板材内部随着碳含量的增加,所需的辅助气体压力逐渐增加。
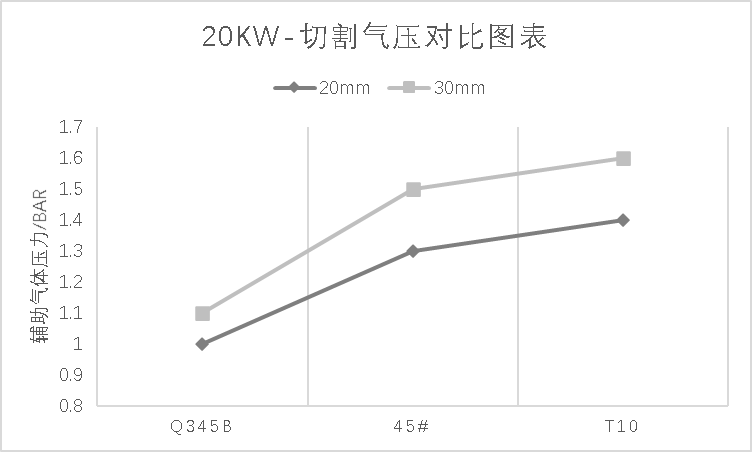
图420kW辅助气压对比图
2.1.3 切割焦点分析
从初步测试数据可以看出,在相同功率下,切割Q235、Q345、45#钢、T10四种相同厚度的不同材料时,均采用氧气作为切割辅助气体。 据了解,45#钢和T10钢材料内部碳元素含量高于Q235和Q345。 切割过程中,表面会产生大量二氧化碳气孔,导致表面视觉上粗糙。 当切割焦点在±1范围内变化时,切割效果不会发生明显变化。 可适当减小焦点以提高切割速度。 Q235、Q345的切割效果明显受切割焦点影响,不具备这一优势。
2.2
调试效果分析
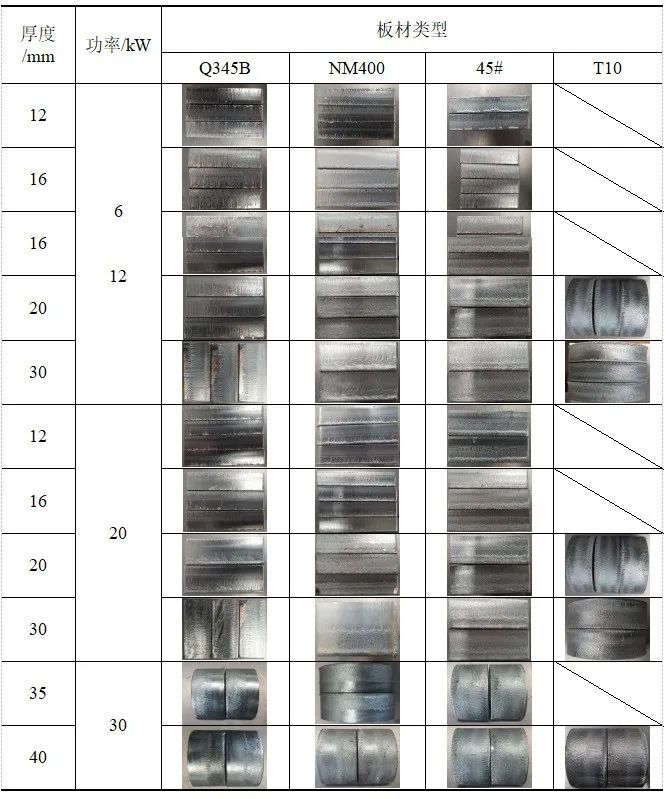
不同类型辅助气体在不同功率下切割不同类型、不同厚度的板材样品如表4所示。从表4中可以清楚地看出,在相同切割功率下,切割不同类型的板材时,切割效果最好。具有相同厚度的板材。
不同材料在切割样品时表面粗糙度会有显着差异。 其中Q345B样品切削效果最好,表面氧化皮薄,表面粗糙度最小; NM400样品切割面氧化皮分层明显,切割面上部氧化皮较光滑,下部氧化皮厚度明显高于上部氧化皮厚度,导致切割面上部氧化皮厚度较大。样品的表面粗糙度; 45#样品切割较粗糙,下侧氧化皮有明显突起; T10样品切削效果最差,表面粗糙,布满气孔,下侧氧化皮突起明显。 。 与Q345B、NM400、45#切割面的氧化皮表面粗糙度相比,T10板的切割效果最差。
表4 实验效果表

2.2.1 材料熔点分析
据了解,本次试验选用的材料为Q235、Q345B、NM400、45#碳钢板,其含碳量分别为0.22%、0.20%、0.25%、0.47%。 通过将四种材料的碳含量与图5中的铁碳相图进行比较可以看出,四种材料的熔点均在1500℃左右。 众所周知,碳钢激光切割依靠激光作为预热热源,氧气作为辅助。 气体与材料之间发生高度放热的氧化反应,释放大量的氧化能(见下式)。 [4]
Fe+O→FeO+热(257.58 kJ/mol)
2Fe+1.5O2→Fe2O3+热(826.72 kJ/mol)
据了解,激光加工时,激光本身的能量和氧化过程中释放的能量导致加工位置板材区域的温度超过1726.85℃,远远超过Q235、Q345B、NM400的熔点,和45#。 由此分析可以看出,上述材料的熔点对切割后表面的氧化皮效果影响不大。 [5]

图5 Fe-C相图
2.2.2 材料化学成分分析
利用光谱分析仪对本实验所用材料进行分析,得到不同类型钢板的内部化学元素成分,如表5所示。
表5 化学元素分析表

1)Mn元素含量分析
比较表5中Q235和Q345B的元素,可以看出,两种材料均为低碳钢。 材料中除锰含量有明显差异(前者为0.65%,后者为1.70%)外,其他元素含量没有明显差异。 这可以作为探索激光切割质量与材料中锰含量关系的基准。 实际切割测试过程中,两种材料的切割表面效果如图6所示,表面干净光亮,表面粗糙度相似,实验参数相同。 由此可以确定,在常规低碳钢中,Mn元素对其激光切割效果有着微妙的影响。 [5]
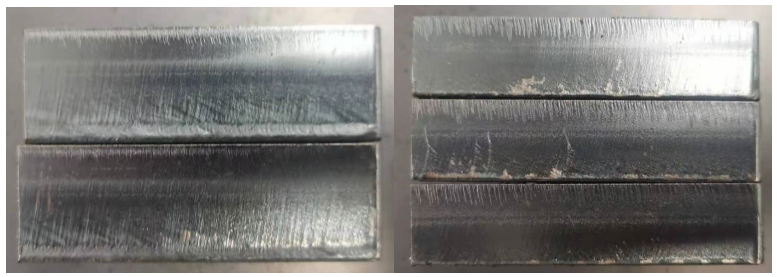
图6Q235-20kW-20mm(左)、Q345B-20kW-20mm(右)
2)S元素含量分析
从表6提供的极板元素含量可以看出,不同极板之间S元素含量的最大差异为0.05%。 该数据无法分析S元素含量对切割质量的影响。 后来通过查询资料得知,当板材中Mn元素和S元素含量分别为0.5%和0.25%左右时,切割面底部的夹渣随着板材厚度的增加而增加,并且切割质量逐渐下降。 [2]
表6 S、Mn元素对照表

3) Si元素含量分析
已知材料比较Si元素含量低于0.25%和0.25%以上两种不同金属板材的激光切割时,Si元素含量大于0.25%的碳钢板的切割速度低于Si元素含量的碳钢板小于0.25%。 20%,[3]同时,板底会产生大量炉渣。 [5]
4)C元素含量分析
比较Q235、45#、T10中的元素含量,发现Q235为低碳钢,45#为中碳钢,T10为高碳钢。 根据上面的元素表可以看出,三种元素之间只有C和Mn有明显的区别。
已知碳元素在高温下,以充足的氧气作为辅助气体,与氧气发生如下氧化反应:
C+O2→CO2(g)(393.5 KJ/mol)
从理论分析可以看出,随着材料内部含碳量的增加,在氧气作为辅助气体的背景下,氧化反应产生的二氧化碳气体量逐渐增加,切削表面的气孔数量增多。材料也相应增加[5]。 实际效果如图7所示。Q235、45#钢、T10材料的内部碳含量逐渐增加,其切削表面的气孔数量也逐渐增加。
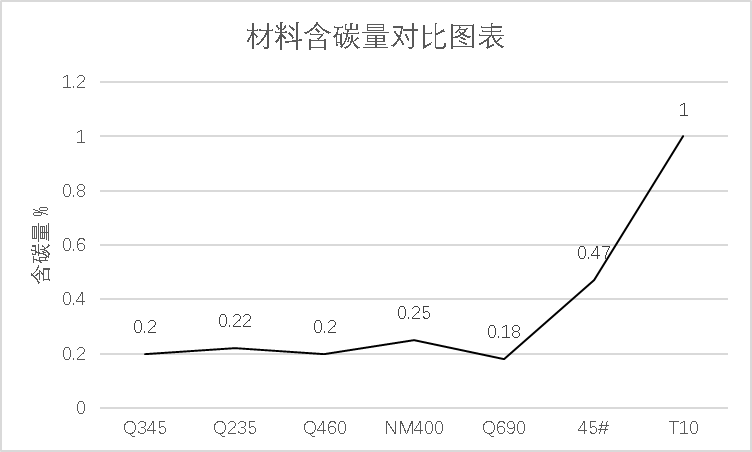
图7 材料碳含量对比图
通过对Q235和Q345B材料的初步比较可知,Mn元素含量对实际切削效果有微妙的影响,可以忽略不计。 三种相同厚度材料的实际切割效果如图8所示。Q235表面光亮,粗糙度小; 45#表面粗糙钢材切割激光,底部氧化皮明显较厚; T10表面最粗糙,表面氧化皮最厚。 从实际测试结果可以确定,材料中的碳含量对切削效果有显着影响。 随着碳含量的增加,切削表面的气孔数量逐渐增多,表面氧化物厚度逐渐变厚,表面粗糙度变大。 [5]

图8Q235-30kW-40mm(左)、45#-30kW-40mm(中)、T10-30kW(右)
5) Ni元素含量分析
Q235和Q460材料内部化学元素的种类和含量如表7所示。两种材料的Ni元素含量差异明显(图9)。 因此,对上述两种厚度相同的板材进行切割试验,实际切割质量如图10所示,表面条纹、氧化皮厚度、表面粗糙度均无明显差异,故有以下结论得出:在常规低碳钢中,Ni元素含量对高功率激光切割质量没有明显影响。 [5]
表7 Ni元素对照表

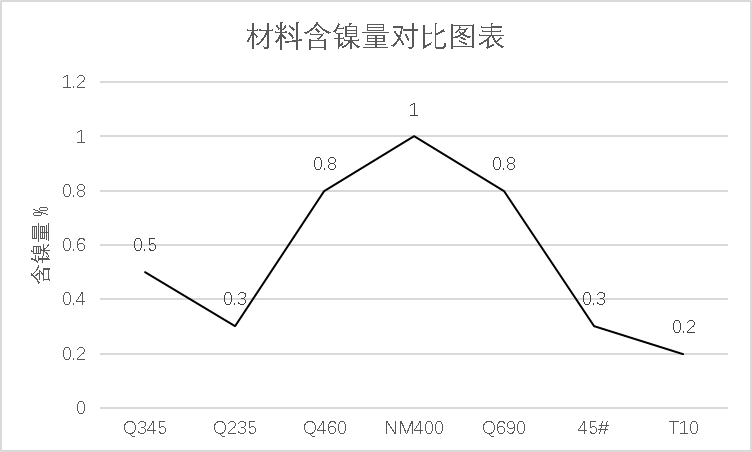
图9 材料中镍含量对比图

图-20mm-20kW(左)、Q235-20mm-20kW(右)
6) Cr元素含量分析
对比板材中其他元素含量时发现,NM400和Q690材料中Cr元素含量明显高于其他材料,如图11所示。

图11 材料中铬含量对比图
据了解,在板材激光切割过程中,板材中大部分元素与辅助气体氧气发生氧化反应,当激光释放大量热量时,释放出大量热量。 此时,板材表面会产生明显的热影响区。 。 在这个热影响区,板中的Cr元素与氧发生反应,形成致密的氧化物,如Cr2O3。 随着局部温度逐渐升高,氧化物逐渐长大,形成簇状颗粒结构,如图12所示。 随着时间的推移,金属切削表面逐渐形成表面应力较大、难以破碎的Cr2O3氧化皮,从而阻碍了Cr2O3氧化皮下侧元素与O2之间的氧化反应(如图13所示) ,产生 NM400 和 Q690 切削表面。 下侧表面粗糙度明显较差(见图14)。 由此可以确定,随着材料中Cr元素含量的增加,切削效果逐渐变差,试样底部的氧化皮逐渐变厚。 [4]

图12 团簇颗粒组织相图[4]

图13 激光切割表面氧化层分析图[4]

图14 切割效果展示(左)Q690(右)
热影响区分析
众所周知,激光切割的质量与被切割板材表面切割缝的热影响区有关。 当热影响区不当时,切割板材表面可能会出现变形、裂纹、脆化等现象[1]。 对比图15提供的已知数据可知钢材切割激光,激光切割功率是影响切割缝宽度的主要因素,切割速度是影响切割面条纹和粗糙度的主要因素。 因此,在激光切割中应尽可能调整合适的工艺参数,以减少小板材表面热影响区的面积。 [4]
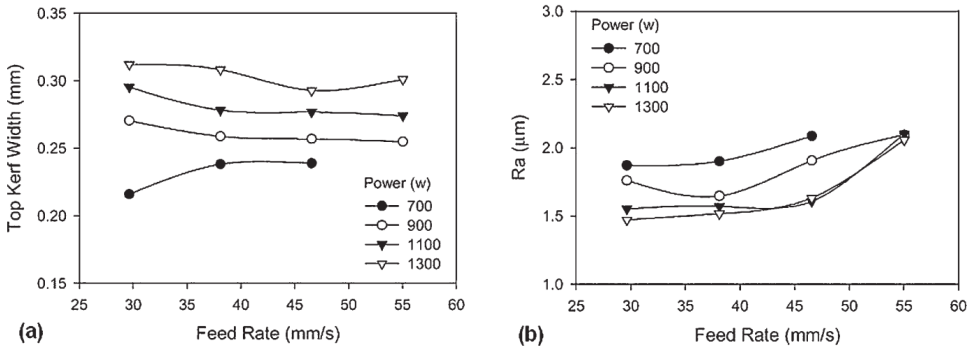
图15 功率和速度对割缝和切割面的影响
实际测试过程中,为了保证不同类型、不同厚度的切割样品表面光滑,切割后自由落体,所调试的切割工艺参数为目前效果最好的参数。 在相同切割功率下,不同类型、相同厚度的切缝宽度没有显着差异。 [8]
基于此推理,在相同功率下,不同材料、相同厚度的切削过程中热影响区面积相近,对实际表面粗糙度的影响是细微的,可以忽略不计。
综上所述
影响氧切碳钢质量的因素包括:合金成分、材料显微组织、导热系数、熔点和沸点。 含碳量高的金属大多是熔点较高的金属。 由于它们难以熔化,因此增加了切割和穿透时间。 一方面使切割缝变宽,表面热影响区扩大,导致切割质量不稳定; 另一方面,高合金含量增加了液态金属的粘度,增加了加工过程中飞溅和夹渣的比例。 对激光功率和吹气压力的调节提出了更高的要求。 从上述试验可以看出,当辅助气体为氧气时,随着材料中C、Cr元素含量的增加,切割表面效果逐渐变差,表面粗糙度显着增大; 当辅助气体为空气时,相同厚度、相同功率下对切割效果没有明显影响。 因此,在保证切割样品质量和效率的前提下,不同切割功率、不同材料切割时推荐的辅助气体类型如下:
1、碳含量的影响:在相同的激光功率下,随着碳含量的增加,切割速度逐渐降低。 同时,样品表面逐渐变得粗糙,氧化皮逐渐变厚,效果逐渐变差,激光切割板材的厚度极限也会降低;
2、铬含量的影响:随着铬含量的增加,试样表面底部的氧化皮越来越厚,切削面从上到下逐渐变得粗糙;
3、硅含量的影响:当材料中硅含量高于0.25%时,随着硅含量的增加,切割速度明显下降,切割样品底部出现熔渣;
4、镍含量对高功率激光切割质量无明显影响;
5、锰含量和硫含量的影响:当材料中锰元素和硫含量分别为0.5%和0.04%时,随着板材厚度的增加,切割底部的熔渣逐渐增多;
参考:
[1]周志超,崔全发,杨彦龙,等.激光切割热影响区分析,2019,2。
[2] E.,JR,J.Van。 钢激光 // 194 (2007) 159–162。
[3],约翰·尤卡。 关于激光 // 78 (2015) 84 – 88。
[4] B.,P.,尤卡。 激光和。
[5] L. .激光指南。
[6] 翟东升,钟升,胡金龙,等.激光切割机切割质量影响因素分析,2012,3。
[7] M. Madić,M. ć,B. Nedić。
[8] MJ,T.. 以及 Fe-Ni-Cr // 和 B·1991 中的内容。
[9]洪磊,张毅,米,气流激光钢研究//&激光41(2009)328-333.
[10] Bekir Sami,Mian,,激光:切口宽度尺寸和生命周期 // 和 Laser 93 (2017) 67–73。
征集论文
本公众号长期征稿
欢迎所有贡献
为了尽可能协助科研人员和企业扩大自我宣传,本微信公众号接受科研人员和行业人士投稿,包括技术、市场、企业、产品等。稿件经筛选后可在本微信公众号的标题和栏目根据其质量进行宣传。 如果文章被今日头条采纳为技术或市场分析文章,将根据读者数量支付一定费用。
投稿渠道:邮件标题统一命名为“投稿+文章标题”,文章以文字附件或文章链接发送至邮箱; 或电话/微信联系并备注“提交”。
结尾
特色专栏






