


图中两个零件用于产品安装,要求耐磨、耐冲击。 目前正在使用中。 以前热处理后为60HRC,在使用过程中很脆。 现修改为50-55HRC,重新制作。 我有一个疑问,是不是选材有问题?
我在网上发现,比较适合制作厚度大于3mm的工件,而且这种材料更适合做尖头细的工件,更耐冲击。
材质应该改成什么吗?
或者供应商的材料有问题,不够好。 只需使用进口SKD11。
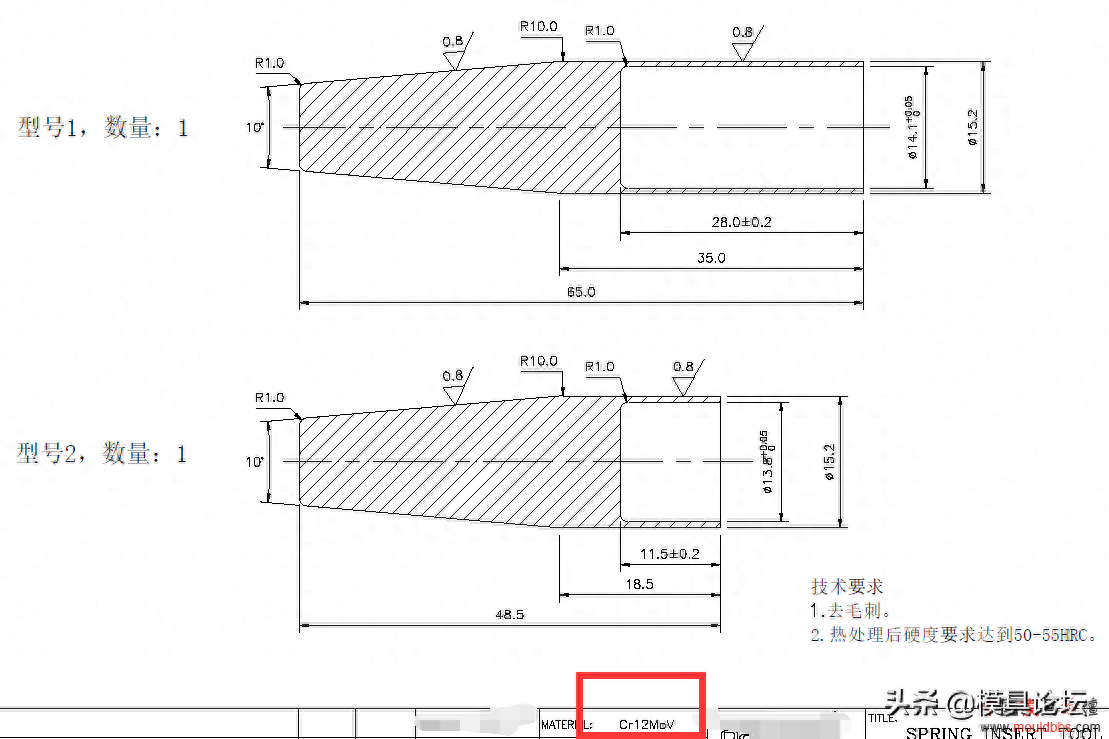
这个东西是用来安装类似于轴用钢丝挡圈的辅助工件的。 这个深度是需要的。 壁薄是因为扣环不能膨胀。 高硬度和光滑的表面使固定环的安装更加容易。 硬度较低,使用几次后表面就会变得凹凸不平cr12钢材的硬度是多少,导致挡圈滑动困难。 现在硬度已经妥协了,50-55HRCcr12钢材的硬度是多少,但不知道是否需要换成另一种材质,所以来这里寻求帮助。
我不知道卡环的具体图纸,是非标卡环。 对这两个部分进行了测量和绘图。 旧安装工件可能由45号模具钢制成,磨损严重,表面有划伤,但没有出现脆性断裂。 我更换了它。 硬度增加了,耐磨,但容易断裂。 现在我的老板要求我将硬度降低到50-55HRC,并且已经发出了新的图纸来做到这一点。 我个人想改材料,领导不同意。 我想讨论一下。 这两个表面氮化0.2mm的工件用45号钢可以吗?
我刚刚又查了一下资料。 看来45号钢的表面氮化效果不好。 换成这种材料可能会更好。
耐冲击工具钢既可用作冷作模具钢,也可用作热作模具钢。 合金工具钢是在铬硅钢的基础上添加2.00%~2.50%(质量分数)钨制成的。 因此,在具有一定淬透性和高温强度的同时,在回火状态下可以获得较高的韧性。 主要用于制造在高冲击载荷下工作的工具,如风动工具、凿子、冲切复合模、冲孔模、冷切用剪刀等冲剪工具以及一些小型热作模具。
淬火温度:860~9oo℃,20~40℃油冷,硬度≤55HRC。
回火温度200~250℃,油或熔碱加热,空冷。 硬度≤53~58HRC
热处理后可以达到50HRC,应该还可以。





