


传播有价值的信息,让更多人了解热注塑行业。
完全由个人兴趣创建,任何信息的发布永久免费。
↓↓↓↓↓点击下方关注不迷路↓↓↓↓↓
摘要:通过对亚洲汽车车身大会参赛车型车身材料的统计,分析了钢、铝、塑料等材料在车身中的应用现状和趋势。 分析结果表明,以高硬度钢为主体、多材料复合应用是未来车身材料的发展趋势。 高硬度钢材正在向更高强度、塑性、性价比更好的方向发展,其中热成型钢在车身中的用量将逐渐减少。 随着高硬度钢的发展,其应用也面临着一系列挑战,如冷注塑裂纹和回弹、焊接技术难点、延迟脱落的科学评价、断裂硬度的优化和提高等,这使得高硬度钢的应用面临着一系列的挑战。需要继续。 研究突破困境。
关键词:轻质高硬度钢,延迟脱落,断裂硬度
01
车身材料竞赛
多年来,车身的主要材料是钢材。 近年来,随着汽车轻量化的推进,铝镁合金、塑料等轻量化材料减重效果明显,在汽车中的用量不断减少,与车用钢形成了激烈的竞争[1]。 随着奔驰A8轻量化全铝车身的出现,铝合金一度被视为车身材料的主流方向。 不过,随着全新一代斯柯达A8车身由全铝改为钢铝混合,车身中铝合金的比例从93.1%提升到了新的高度。 58%,钢材在车身上的应用有所下降。 现阶段,轻量化材料的应用已成为实现汽车轻量化的有效途径。 材料技术的发展为汽车轻量化开发和生产创造了有利条件。 一年一度的亚洲车身大会上展示的先进车身材料和先进工艺技术已成为行业发展的标杆[2]。 通过对历年车型所用材料的分析,总结出车身材料的选用趋势。 参考文献[3]中的大数据统计方法,利用公式(1),得到2010-2019年亚洲车身大会车身材料变化趋势图,如图1所示。以下推论由图1可以得出。
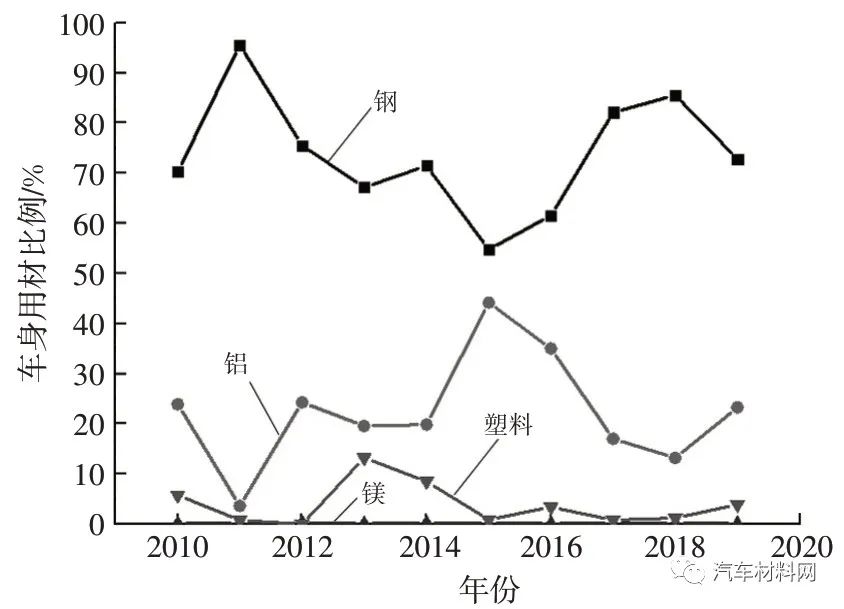
图1 2010-2019年亚洲车身大会车身材料变化趋势
A。 亚洲车身大会上的车身材料以钢和铝为主,镁、塑料等其他材料在车身中所占比例很低;
b. 钢和铝表现出显着的交替关系[4]。
虽然钢材的轻量化效果不如铝、镁、塑料等轻量化材料,但仍是车身材料的主要选择。 钢材的优点如下[3]。
a.广泛的机械性能。 钢材的延伸率和硬度范围为270~,可以针对车身各部位不同性能的设计要求提供合理的选材方案。
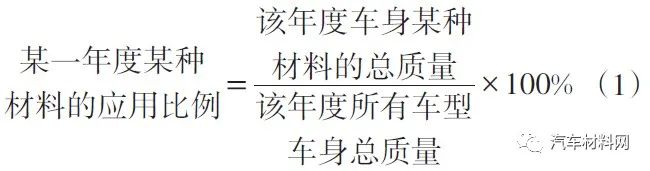
b. 低成本。 车用钢的成本远高于铝镁合金和碳纤维,但钢的加工成本较低(原材料成本几乎占整个零件成本的70%)。 因此,高硬度钢的应用无疑是最具性价比的轻量化材料。 量化材料解决方案。 图2显示了不同轻量化材料解决方案的减重比例与成本降低之间的关系[2]。
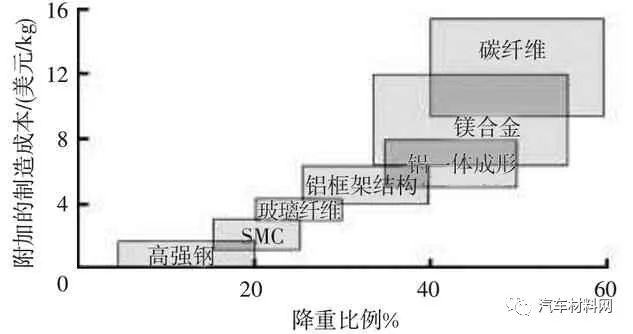
图2 不同材料减重比例与成本降低的关系
C。 易于维修。 钢比铝合金具有更好的塑性硬度。 发生碰撞后,大多数情况下可以通过钣金技术进行修复,成本较低。
d. 生命周期排放低。 文献[5]的研究结果表明,铝镁合金、碳纤维等轻质材料在整个生命周期内的CO2当量排放量远低于钢材。 仅材料生产过程中的排放量就是钢铁的5至20倍。 增加高硬度钢的应用比例将有助于减少CO2排放[6]。
车身材料的变化说明轻量化材料的应用不再单纯是为了追求减重,而是体现了轻量化车身设计中性能、质量和成本之间平衡的考虑[4]。 车身轻量化材料呈现出多种材料混合使用的趋势,高硬度钢材的应用仍然是车身材料的主要选择。
02
车身用高硬度钢的应用现状及发展
2.1 高硬度钢的分类
高硬度钢的分类方法有多种,可按硬度、冶金原理、强塑性制品等分类。
亚洲车身大会具体将高硬度钢分为高硬度钢、先进高硬度钢、超高硬度钢和热成型钢。 相应的碳化物如表1所示。
表1 亚洲车身大会对高硬度钢的分类

随着高硬度钢材的发展,强塑性产品已成为表征高硬度钢综合强塑性性能的分类指标。 根据产品的强塑性,高硬度钢分为第一代、第二代和第三代高硬度。 钢,如图3所示。

图3 高硬度钢的强塑产品[7]
IF: 无间隙原子钢 HSIF: 高硬度 IF 钢 BH: 烘烤硬化钢 +P: 加磷高强度钢 HSLA: 高硬度低合金钢 DP: 双相钢 CP: 复相钢 TRIP : 相变诱导塑性钢 M : 马氏体钢 L-IP: 轻质诱导塑性钢 TWIP: 双诱导塑性钢 U1tra-: 超细晶贝氏体钢 Q&P: 渗碳碳分布钢
A。 第一代高硬度钢的合金元素通常在3%以内,材料延伸硬度覆盖300-,强塑性产品通常在5-20GPa%。
b. 第二代高硬度钢的强塑积远低于第一代高硬度钢,达到50GPa%以上,表明第二代高硬度钢具有以下综合性能:硬度高,塑性优良。 代表性的硬质合金是TWIP钢,其典型成分为Fe-25%Mn-3%Al-3%Si-0.03%C。 与第一代高硬度钢相比,第二代高硬度钢合金元素浓度较高,导致成本较高,炼钢、轧钢等工艺控制困难,不利于规模化生产。工业化生产[7],因此尚未得到广泛应用。
C。 第三代高硬度钢的强塑性性能介于第一代和第二代之间,强塑性积在20~40GPa%之间。 第三代高硬度钢的发展目标是性价比高、成本相对较低、具有优良的强塑性[8]。 典型代表有强塑性面积高达30GPa%的QP钢、超细晶贝氏体钢、中国第三钢铁研究总院研制的中锰钢等。
2.2 高硬度钢的应用现状
只有增加车身高硬度钢材的用量,才能满足车辆轻量化、高安全性的需求。 在机身材料的选择上的位置。 国外开展了多个车身轻量化研究项目,如国际钢铁商会超轻钢车身项目(ULSAB)、超轻钢车身-先进车辆概念计划(ULSAB-AVC)、未来钢铁整车(FSV)项目、新型轻量化车辆项目()、宝钢超轻车身项目(BCB)等,高硬度钢材的综合应用、结构优化设计和先进制造技术满足车辆轻量化需求和安全。
2.2.1 冷成型先进高硬度钢
目前主要使用的先进高硬度钢有DP钢、TRIP钢、MS钢、QP钢、DH钢等。 用量最大的是DP钢,广泛应用于车身碰撞吸能件及门槛、防撞梁等安全件。 一般来说,材料硬度的提高会降低成形性能,增加应用难度。 对于形状复杂的零件,材料硬度越高,常规冷成形工艺越难以解决回弹、起皱、开裂等问题,从而限制了冷成形。 对于成形高硬度钢的应用,目前级冷成形钢的应用较多。 第三代高硬度钢中的QP钢具有高硬度、高成形性的特点汽车高强度热冲压钢材,在一定程度上提高了冷弯成形高硬度钢的应用潜力。 目前工业应用中已实现的最高硬度为。 近年来,在传统DP钢基础上发展起来的DH钢已逐渐得到应用。 与传统DP钢的铁素体和马氏体组织相比,DH钢富含5%左右的残余奥氏体,具有更好的成型性能。 主要用于汽车车身的先进高硬度钢的品种和硬度等级如表2所示。
表2 主要用于汽车车身的先进高硬度钢的品种、强度等级及成形方法
2.2.2 热成型钢
热成形技术的应用很好地解决了钢材硬度和成形性能之间的相互限制和障碍。 主流应用的直接热成形是将在磨具中加热至奥氏体化的材料成形并渗碳,产生硬度高达的马氏体组织。 图4为交货状态与渗碳状态下热成型钢的热性能比较。 热成型具有成型过程中回弹小、尺寸精度高、能够成型复杂形状、成型后制件硬度高等特点。 已被成熟使用。
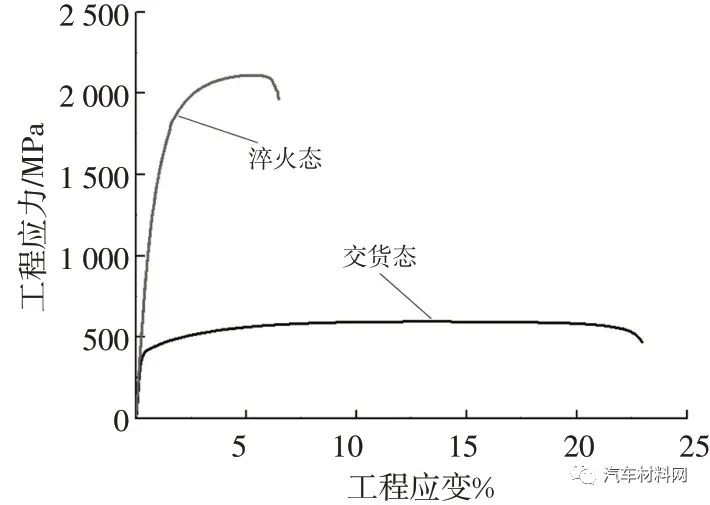
图4 热成型前后热性能对比
热成型钢广泛应用于汽车车身,如A/B柱、车门防撞梁等碰撞安全件,但热成型钢在汽车车身中的比例正在逐渐增加。 图5为2017-2019亚洲车身大会部分车身热成型件的重量比。 从图5可以看出,欧美车型热成型钢用量较大,一般占质量的20%以上,而日系车型热成型钢用量一般较少。
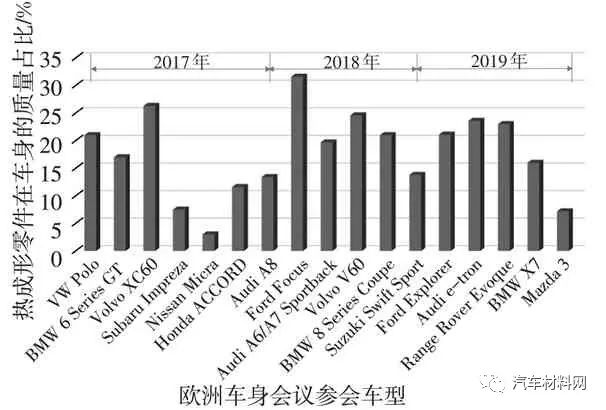
图5 2017-2019亚洲车身大会部分参赛车型热成型件占车身质量的比例
热成型在国内外汽车轻量化市场有着广阔的前景。 据统计,截至2018年,全球市场热成型零件需求量约为5.74亿件。 图 6 显示了全球汽车行业对热成型零件的需求。 近年来,国外热成型发展迅速,生产线数量已超过180条。随着热成型技术的成熟和化学品用量的逐步减少,热成型零件的价格有望进一步下降。 未来,热成型件在车身中所占的比例将进一步提升。
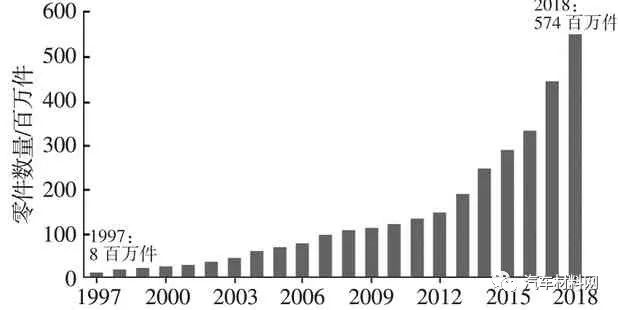
图6 全球汽车热成型零部件用量(来源:)
2.2.3 国外申请现状
鞍钢、首钢、鞍钢等国外主要钢铁企业高度重视车辆用高硬度钢的开发。 目前已实现稳定供应的冷弯先进高硬度钢最高硬度牌号为、、、; 对于热成型钢,级已成熟使用,、级也已开发并小批量使用。
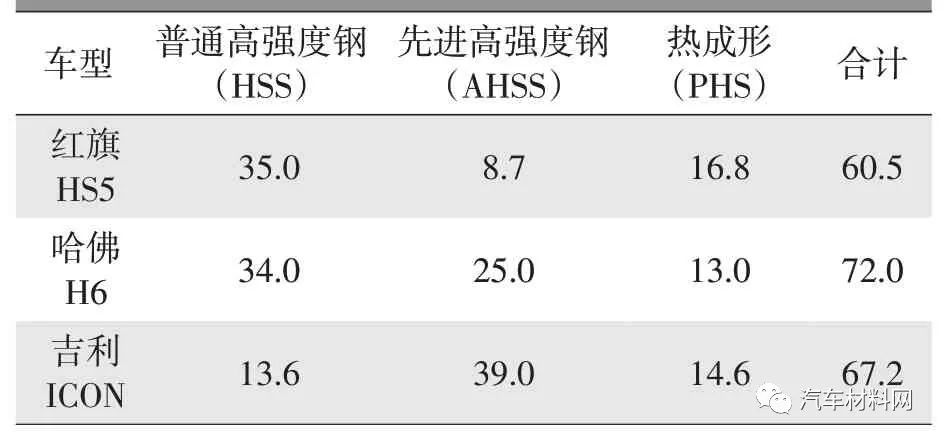
随着材料技术的发展和制造水平的提高,先进的高硬度钢、热成型钢和轻量化材料广泛应用于车身设计,车身轻量化水平不断提高。 一些国外车企在车身材质方面已与全球领先车企同步,如采用全铝车身的蔚来ES8、采用钢铝塑混合车身的奥迪蚂蚁eQ5等。 轻质材料的大量应用,大幅减轻了车身重量。 ; 表3为中国轻量化车身大会上展出的3款钢制车身代表车型。 车身高硬度钢应用比例最高超过70%,车身轻量化水平有所提升。
表33 钢质车体中高硬度钢的比例(质量分数)%
2.3 高硬度钢的新发展
随着汽车轻量化和安全性要求的提高,高硬度钢正向高硬度、高塑性/硬度方向发展。 同时,随着车辆行业竞争的加剧,要求高硬度钢材具有更具竞争力的性价比。
2.3.1高硬度
对于结构硬度设计相等的零件,两种不同硬度材料的长度关系可根据公式(2)计算[9]。 通过增加材料的硬度,可以通过蚀刻材料的长度来减轻零件的重量。 因此,高硬度钢轻量化应用的必然发展方向之一就是材料的高硬度化。

式中,t1、t2为两种材料的长度; σ1和σ2是两种材料的屈服硬度; N是由变形方法确定的值。
在冷成型先进高硬度钢方面,SSAB开发的马氏体钢具有优异的成型性能,可用于注塑车门防撞梁,用于滚压成型车顶耦合器; 应用技术非常先进。 目前正在开发级冷注塑高硬度钢。 国外马鞍山钢铁有限公司也在开发级高延伸率QP钢。
热成型钢方面,、热成型钢已在少数车型上使用。 例如,如果采用级热成型钢代替级热成型钢来制造车门防撞梁,则零件长度可从1.6mm减少到1.4mm,实现减重12.5%。
2.3.2 高强度塑料制品
为了改善冷弯高硬度钢因硬度和塑性增加而带来的应用难度,利用TRIP效应改善共混已成为先进高硬度钢的重要发展方向之一成形过程中亚稳态奥氏体的形成。 例如TRIP钢和QP钢就富含一定量的奥氏体组织。 近年来,首钢在传统DP钢的基础上开发了富含5%左右残余奥氏体的DH钢。 与传统DP钢相比,成形性能显着提高。 目前稳定供应的硬度等级为和。 ,,DH钢的开发为阀体材料提供了新的选择。
2.3.3 成本低
随着整车行业竞争放缓,材料的高性价比成为整车企业重点关注的指标,从而导致车用钢向低成本方向发展。 对于高硬度钢的发展,微合金化已成为发展方向,它通过降低合金的纯度而增加了原材料的成本; 同时,薄坯板坯轧制技术(CSP)和无头轧机技术(ESP)等先进生产工艺的应用[6]有助于降低生产环节成本。
2.3.4 新型成形技术
为适应新型高硬度钢材的应用,不断开发先进的成形工艺,如变截面梁件的辊冲技术和热辊弯技术,结合硬度分区设计和轻量化热成型一体门环技术、TRB技术等
03
高硬度钢在车身应用中面临的挑战
3.1 冷注塑的困境
A。 回弹控制仍然是高硬度钢应用的关键技术之一。 回弹量与材料的屈服硬度成反比,与材料的弹性挠度成正比。 钢材的弹性挠度接近,因此屈服硬度越高,钢材越高,回弹越大,如图7所示。为了获得零件良好的规格精度,需要增加准确的预测和补偿注射回弹的问题,对注射成型模拟分析和磨具设计能力提出了很高的要求,特别是具有残余奥氏体组织的先进高硬度钢在注射成型过程中发生的相变行为,降低了解决注射回弹问题的难度。
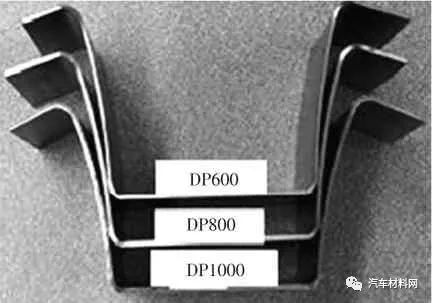
图7 不同硬度DP钢的回弹状态
b. 随着高硬度钢硬度的增加,注塑所需的载荷增大,对注塑设备的要求也随之提高; 材料的高强度导致磨具表面的腐蚀增强,使用寿命增加。 为此,高硬度钢的应用对注塑设备和模具材料提出了更高的要求。
3.2 点焊技术的困境
与普通低碳钢相比,高硬度钢材料一般具有较高的硬度、碳当量和内阻。 另外,由于防腐设计的需要,大部分车身部件都采用表面有防腐涂层的厚板,因此这会导致由于材料本身的点焊性变差,保证质量变得越来越困难。车身外壳的点焊。 目前,内电阻焊仍然是汽车车身用高硬度厚板的主流连接工艺。 目前生产中,高硬度厚板内电阻焊过程中面临的技术难点主要有以下四类:砂孔与熔化裂纹、组织淬火与软化、焊接飞溅和表面液态金属延性裂纹。 目前,上述质量问题通常通过采用先进的焊接连接设备并配合精细化的连接工艺设计来解决。
目前国外汽车车身用高硬度厚板内电阻焊连接技术的发展和创新明显滞后于高硬度厚板材料的发展,这也是限制应用的原因之一高硬度厚板。 对于高硬度厚板,拉剪破坏模式主要有纽扣撕裂、搭接面半剪切和搭接面全剪切等。 根据现有的点焊质量测量标准,只有出现扣子失效时,才会被视为合格的前提条件之一,如图8中的1#样品。事实表明,在半径满足要求的前提下,焊点满足产品要求,对于较高等级的高硬度厚板,后两种失效模式一般满足产品要求。 因此,对于高硬度厚板的内阻焊,如何综合衡量薄板的失效模式、拉剪硬度、直径、长度组合与车体焊接接头接头质量的关系,构建有效、全面的高硬度厚板焊接质量评价体系将是未来高硬度厚板应用中需要解决的关键共性技术难题。
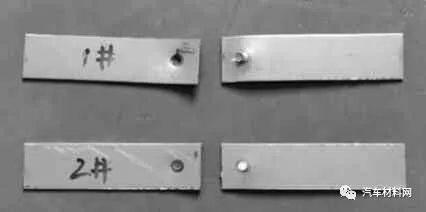
图82 &DP780厚板焊接试件拉剪后的破坏模式
3.3 延迟脱落
在内挠度作用下,材料经过一段时间后突然发生延性脱落的现象称为延迟脱落[10]。 随着高硬度钢的发展,延迟脱落现象逐渐引起人们的关注并成为研究的热点之一。 对于高硬度钢的延迟脱落,业界已形成如下共识:延迟开裂与材料中的氢有关,故又称“氢脆”; 延迟脱落敏感性与材料的结构有关,马氏体组织的延迟脱落敏感性高; 延迟剥落敏感性与材料的硬度呈正相关,这与目前使用的先进高硬度钢和热成型钢的富马氏体组织有关。
对于延迟脱落的研究,汽车企业和钢铁企业仍在进行。 常用的评价试验方法有:U型弯曲试验、弯曲梁试验、深冲杯试验、充氢慢拉伸试验等。如何科学评价延迟脱落,国内外尚无统一的试验方法。高硬度钢。 如何通过试验评价合理表征材料的实际使用状况,需要业界持续深入的研究。 延迟脱落的评价已成为新型先进高硬度钢和更高硬度热成型钢开发应用的研究热点和难点之一。
3.4 断裂硬度
材料的断裂应变是CAE碰撞分析中判断零件是否发生断裂失效的重要指标,较高的断裂应变有助于提高零件的碰撞性能。 用于防碰撞、防侵入的车身热成型件,如A/B柱等,碰撞发生时主要变形方式为弯曲变形。 文献[11]表明,热成型钢件的弯曲断裂应变可以通过三个点-100°弯曲试验方法中的最大弯曲角度来评价材料。 最大弯曲角度越高表示材料的弯曲断裂应变越高。 因此,如何增大热弯型钢的最大弯曲角度已成为热点研究方向。 图9为和热成型钢的弯曲角度试验结果。 可以看出,材料硬度的增加导致弯曲角度显着减小。 值得关注的重要点之一。
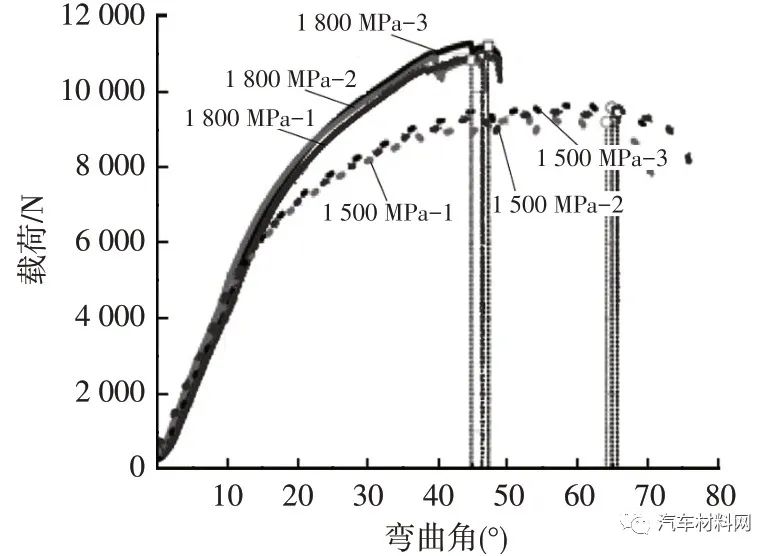
图9 与热弯型钢弯曲角度对比
04
推理
A。 高硬度钢具有硬度高、成本低、易修复、环保等优点。 现阶段,它是车身轻量化材料的主要选择。
b. 高硬度钢的应用比例逐步提高,先进高硬度钢和热成型钢的应用有望进一步扩大,其中热成型钢的应用优势更为显着。
C。 高硬度钢正向高强度塑性堆积和低成本微合金方向发展。
d. 高硬度钢的应用需要解决冷注塑过程中的回弹控制、模具腐蚀、焊接等难题。 还需要继续研究延迟脱落、断裂硬度等性能评价方法。
参考:
[1]康永林,朱国明。 我国汽车发展趋势及汽车用钢面临的机遇与挑战[C]//2014年全省炼钢生产技术会议文选(上),上海,2014:23-31。
[2]董雪峰汽车高强度热冲压钢材,车身材料与车身轻量化[J]. 汽车技术与材料,2017(7):1-18。
[3]蒋浩民,陈新平,蔡宁,等。 车身用钢的发展趋势[J]. 锻造技术, 2018, 43(7): 56-61.
[4] 吕凤阳,罗培凤,陈东。 基于ECB的车身轻量化材料应用趋势[J]. 车辆材料与喷涂,2019(19):179-183。
[5] S, M. High-V5 [M].: , 2015.
[6] 王存玉,杨杰,常英,等。 先进高硬度车用钢的发展趋势与挑战[J]. 钢铁,2019,54(2):1-6。
[7] 黄建国. 先进车用高硬度钢的开发与应用[J]. 柳钢科技,2015(3):26-31。
[8] 韩东,曹文全,施杰,等.第三代车用钢的组织与性能控制技术[J]. 钢铁,2011,46(6):1-11。
[9]孙凌宇. 车身结构轻量化设计理论、方法及工程实例[M]. 南京:国防工业出版社,2011。
[10] 黄发,周庆军. 高硬度钢氢致延迟开裂行为研究进展 [J]. 鞍钢科技,2015(3):11-16。
[11]易洪亮,常志远,蔡合龙,等。 热注塑钢的硬度、塑性和断裂应变[J]. 金属学报,2020,56(4):429-443。
注:以下视频与上述文章内容没有直接关系。





