


热处理是生产高性能、高附加值厚板的重要工艺。 除了提高厚板的加工性能外,还可以显着提高厚板的热性能。
其中,普通喷砂处理是增加厚板硬度、改善厚板组织的重要工艺。
常规桥辊正火后的冷却方式一般采用风冷。 相变温度高,铁素体碳化物粗大,导致厚板屈服硬度显着升高,甚至达不到标准要求。
桥卷轧制后的加速冷却(ACC)工艺是控制钢材的冷却和冷温,通过控制钢材的组织和性能,进一步提高钢材的硬度,获得更好的综合热性能的冷却工艺。
轧机后加速冷却的原理,过度冷却,提高钢的相变温度,控制相变类型,细化相变组织,还可以抑制微合金元素碳络合物的生长,使其弥散、分散。高温下析出物,从而提高钢的硬度,防止钢的硬度增加,使厚板获得良好的综合热性能。
鞍钢桥梁卷材正火喷砂处理产品实际生产过程中,与常规正火后厚板镀锌性能相比,屈服硬度提高17MPa~40MPa,延伸硬度提高17MPa~40MPa钢材的控制轧制和控制冷却,延伸率和冲击硬度提高等。处理性能得到了提高。
正火后桥卷板硬度指标过高。 针对这一问题,开发了渗碳冷型,提高钢材的冷却速度,以提高厚板的硬度,获得良好的综合热性能。
桥式线圈板物理成分

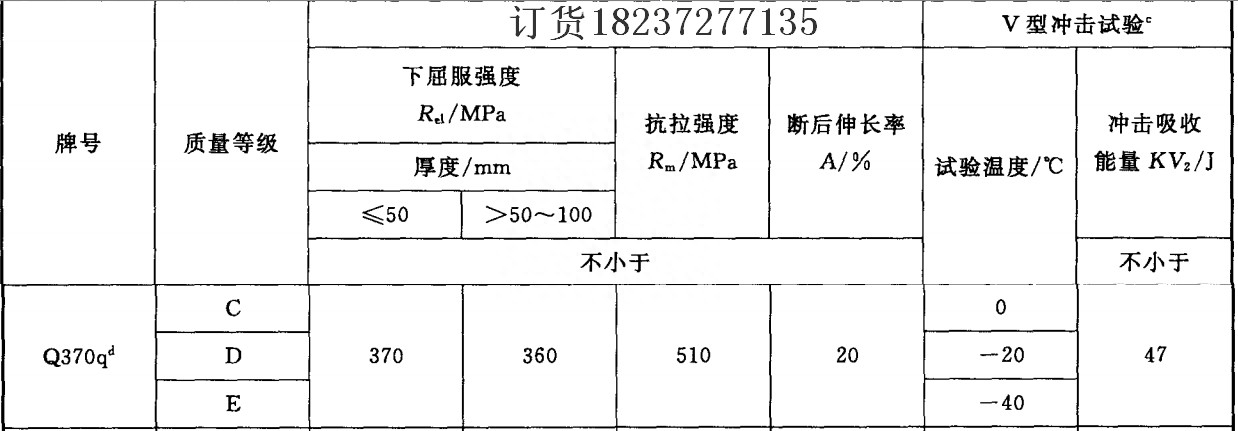
桥线圈板的热性能
安钢炉卷机组生产的2mm~20mm桥式卷板和厚板采用控轧机+控冷工艺生产。
(1)合理控制正火后的冷却过程可以有效提高370qC桥卷板的性能。
(2)。 材料硬度随着冷却速度的降低而降低。 当冷却速度在8℃/s~14℃/s之间时,屈服硬度降低约1MPa-50MPa钢材的控制轧制和控制冷却,延伸硬度降低约0MPa-22MPa。 厚板结构均匀,综合性能好。
(3)最终冷却水温度应控制在600℃~664℃之间,组织应细化铁素体和晶界,以满足桥梁钢要求的热性能、冲击性能和点焊性能。







