


1 前言
镀锌卷表面一般为蓝紫色,表面光滑,有一定光泽。并且由于不同碳化物的物理成分与铣削工艺不同,有时厚板表面会出现黑色氧化皮(又称红锈),不仅影响产品外观,还会造成轧机的腐蚀加重,造成厚板因铁皮。在镀锌过程中,以FeO为主的氧化铁皮基本形成在带钢表面。FeO在高湿条件下具有很高的可塑性,可以与碳化物一起变形而不断裂。

但在高温轧机中,FeO会被破坏,使与空气接触的比表面积减小,然后继续被氧化成Fe2O3。
2 测试钢化学成分
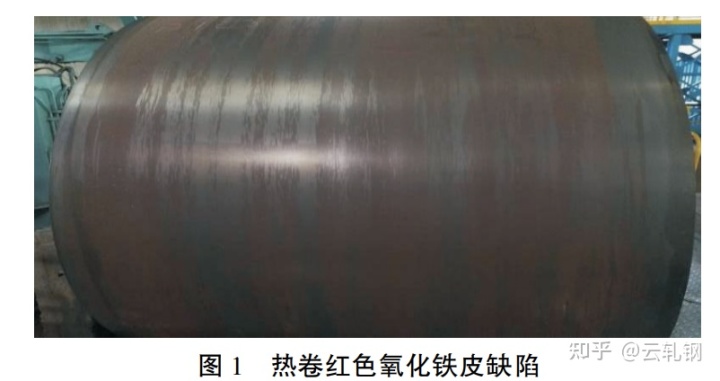
生皮缺陷分析 缺陷覆盖厚板整个表面,沿轧机方向伸长,具有比较显着的方向性。有些位置酸洗后有明显的凹坑,而且尺寸越厚,缺陷越严重,带钢表面出现绿色氧化。铁皮缺陷如图1所示。
通过分析发现,这种材料的氧化铁皮结构比较复杂,氧化铁皮与碳化物的界面呈凹形,说明氧化铁皮有凹痕。根据分析结果推断,产生红锈缺陷的原因可能与Si有关。
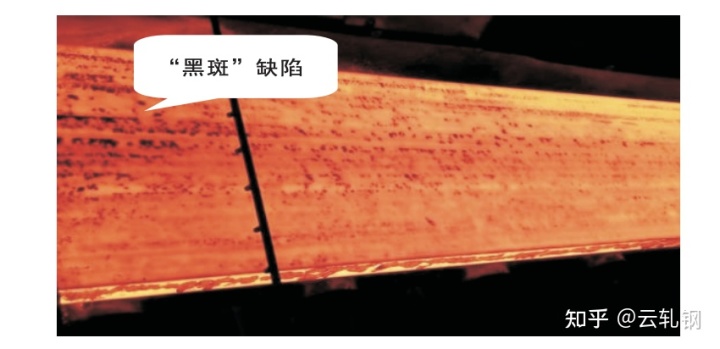
为了进一步确认缺陷与钢坯表面质量的对应关系,对钢坯进行跟踪,通过观察发现钢坯在炉内除氧化皮后表面有红色斑块缺陷(如如图 2 所示)。
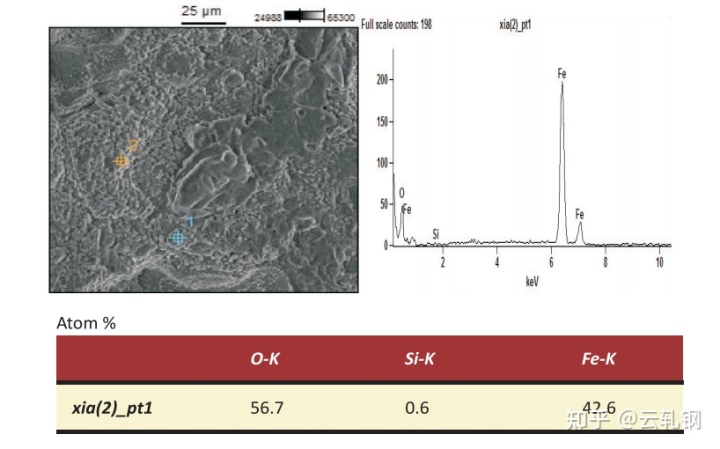
为了分析加热炉钢坯的“黑点”对氧化铁皮的影响,钢坯在过炉后除鳞后去除,通过扫描分析钢坯表面的氧化铁皮电子显微镜(如图3所示)。扫描电镜分析。通过分析镀锌的瓦楞形铁皮用什么钢材生产,确定氧化铁皮的种类为FeO和FeO,可以看出生铁氧化皮缺陷与钢坯表面“黑点”缺陷存在对应关系。
3 绿色氧化皮缺陷控制措施
3.1 镀锌氧化铁皮的机理
氧化铁皮的产生过程是铁和氧两种元素的扩散过程。氧气从表面扩散到铁的内部,而铁则扩散到外部。在氧化反应中,内层氧含量大,铁含量少,形成铁的高价氧化物。外层铁含量多,但氧含量少,形成氧的高价氧化物。O2与钢的反应:
3.2加热温度对生氧化铁皮的影响
据文献报道,去除或减少铸坯表面氧化铁皮缺陷最有效的方法是提高外露体温,使铸坯表面水温低于熔点时钢坯在炉后除垢,使其成为液体。
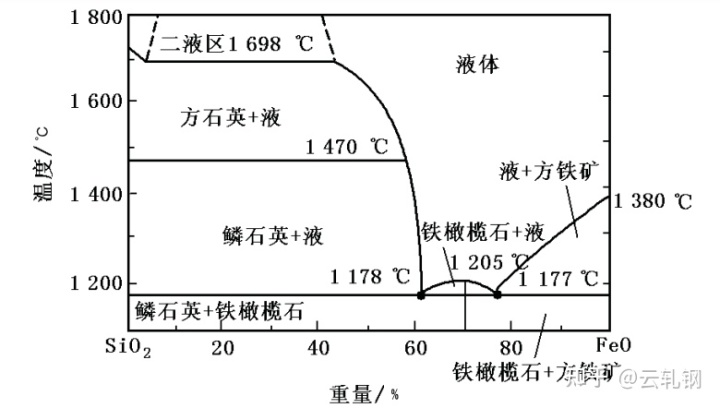
根据FeO-SiO2体系的状态图(如图4所示),要保证钢坯(铁方解石)完全为液态,温度应控制在1205℃以上。因此镀锌的瓦楞形铁皮用什么钢材生产,在保证精轧入口温度的前提下,需要减少除氧化皮道次,尽可能降低道次的除氧化皮速度。
3.3 精轧温度和坯料率对生坯的影响
根据现场观察发现,薄型产品的绿色氧化铁皮缺陷较少。通过不同长度和尺寸镀锌工艺的比较,长度小于3.0mm的厚板终轧入口湿度增加30℃,终轧温度保持不变。时间。10℃,镀锌速度提高2m/s,从而减少了卷取前与空气的接触时间,现场观察绿色氧化铁皮缺陷明显减少。
3.4层流冷却卷取工艺对生铁板的影响
根据以下H2O与钢的反应式可知,层冷过程中厚板不会生成Fe2O3。由于厚板在卷取前覆盖了一层薄膜,防止了空气中的二氧化碳与厚板接触,有利于避免黑色氧化铁皮的形成。H20与钢的反应如下:
由于厚板卷取后仍与空气中的二氧化碳发生反应,因此反应产物中Fe2O3的比例较大。层隙可有效减少空气进入量,可减少黑色氧化皮缺陷。
4 推理
(1)冷轧板表面形成的红锈缺陷是由于氧化铁皮中Fe2O3的比例高,其本质是附着在钢晶界和FeO上,导致镀锌和冷却过程用冷却水和空气,接触氧化成白色氧化铁皮。
(2)去除钢坯表面最有效的方法是保证钢坯出炉后除鳞温度在1205℃以上,形成熔融状态。
(3)减少粗轧除氧化皮道次,降低除氧化皮速率,可以消除厚板表面的FeO,减少后续黑色氧化铁皮的形成。
(4)对于厚板表面的皮疹缺陷,可采用降低精轧进风温度和提高精轧温度来提高精轧率。
(5)适当增加卷取张力,减少卷取后各层卷材之间的间隙,增加空气进入量,可减少生氧化铁皮的缺陷。
更多精彩内容,尽在【云钢】公众号。





