


生命中电弧闪耀,火花飞出精彩!
点焊路上佳源与您同行!
1、原工艺流程
首先将熔池对接固定,然后采用焊丝电弧焊,焊丝半径为2.5mm镀锌钢材型号,焊丝钢级为J422,点焊电压40~80A,电弧电流14 ~20V,点焊速度18~25cm/min。
2、缺陷原因分析
由于热轧板表面有一层锌皮,在点焊时会形成爆燃现象。 一旦形成爆燃,熔池成型不良,熔池清理后可见许多砂孔。 如果电压过高,2mm热轧板会被击穿,产生大小不一的穿孔和焊缝凸块; 电压过低,烧伤不透,偏析不良,熔池易开裂。
经分析,产生缺陷的原因如下:

首先,焊丝电弧焊板材点焊时电流、电压、电极与型腔的距离很难控制。
其次,点焊腔体是热轧板,表面有一层热轧层。 钎焊过程中容易产生爆燃熔化,以致偏析后形成许多气孔。
最后,在点焊过程中,锌很容易氧化,形成对人体有害的有毒二氧化碳,对操作人员的身体造成伤害,并对大气环境造成不同程度的污染。
针对上述情况镀锌钢材型号,对原有工艺进行改进。
3. 改进方法
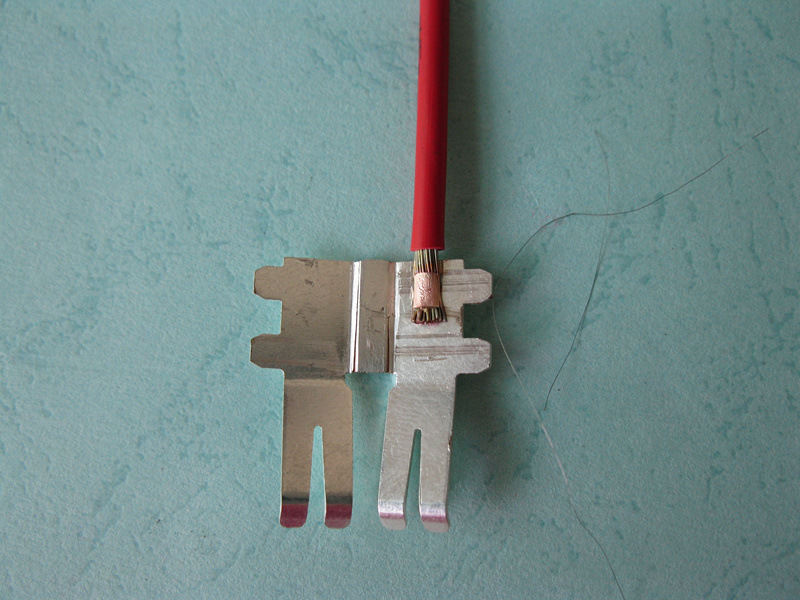
首先,熔池对接并固定。 然后,在热轧板的点焊部分用硝酸驱除热轧层。 热轧板切割后,在接缝处用小笔沾上40%~60%的硝酸,将铁板表面的热轧层驱除。 待锌层完全去除后,用另一支笔沾清水将铁板上残留的硫酸清洗二至三遍,直至干净为止。
其次,用2~4公斤的压缩空气吹干铁板表面残留的水分。 钎焊时避免形成气泡。
最后将原来的焊丝电弧焊改为氩钎焊。 交直流氩焊枪型号为WSE-315S,直流钎焊,钎焊电压90~110A,钨针选用f2.4mm×150mm,钎焊速度5~10cm/min。 二氧化碳压力5~10L/min,无填料。
通过对原有工艺的改进,除了消除以前点焊缺陷外,还减少了对环境的污染和对操作人员健康的危害。





