


阀门用于高压、高温等工况。 这些工作条件要求阀门材料具有相当稳定的机械性能。 这时,材料的热处理就显得尤为重要。 根据API Q1第9版标准,当生产输出无法通过后续的监视和测量得到验证,以致于产品使用后出现问题时,组织应对此类过程进行验证。 验证是确认这些过程所计划的生产。 能力。 标准明确了热处理是需要确认的过程,要求阀门企业对材料热处理工艺进行严格评价,并严格按照热处理工艺评价实施热处理。
热处理工艺评价
热处理工艺评价流程如图1所示。
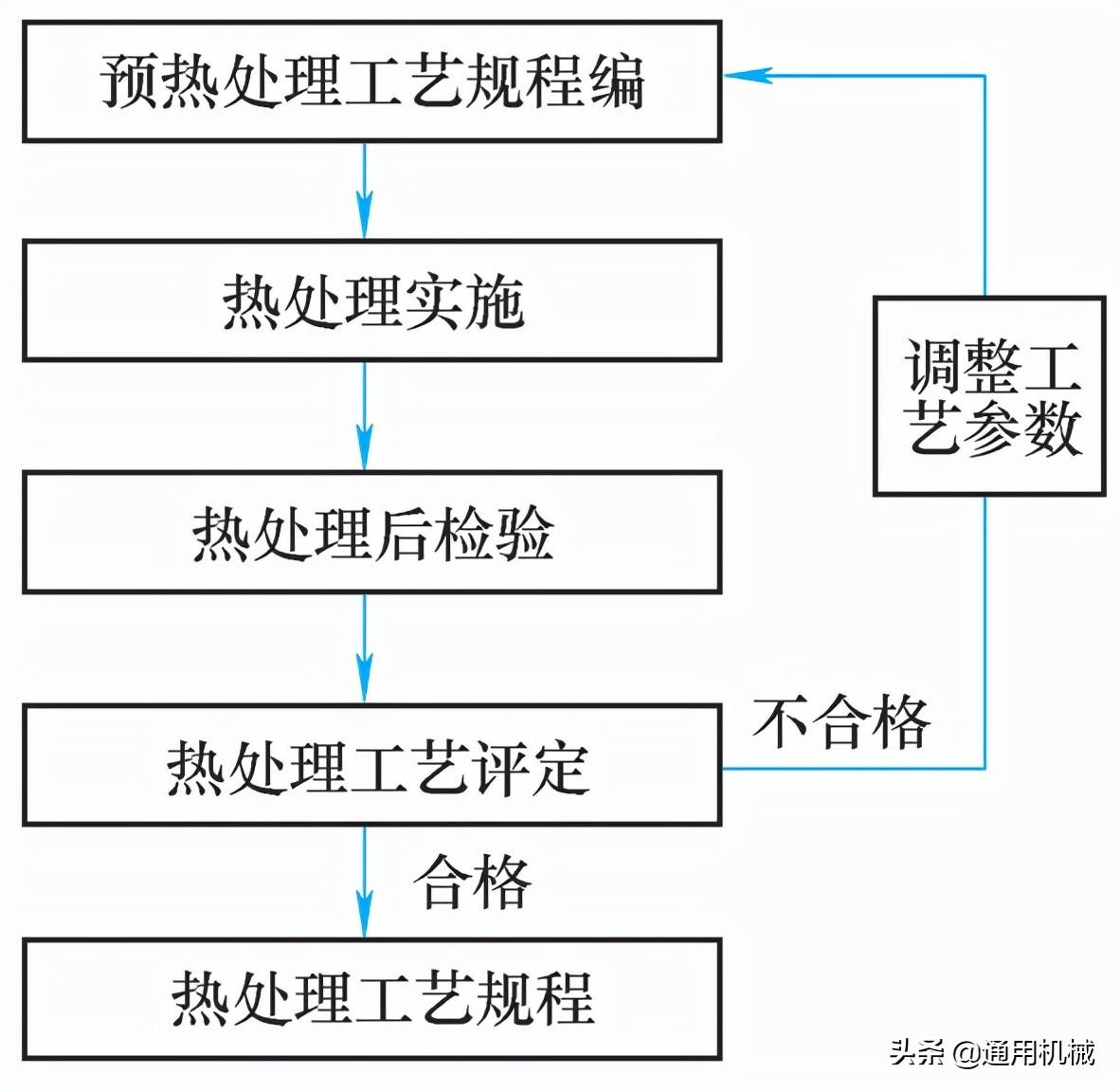
图1 热处理工艺评价流程
1. 预处理工艺规程编制
(1)在编写预热处理工艺规程前,应满足以下要求,了解材料的概况; 明确热处理后材料的预期性能要求; 熟悉材料的热处理工艺方法和应用范围; 了解热处理前后材料金相组织的变化。
(2)在编制预处理工艺规范时应规定下列参数
1)热处理方法:正火、退火、淬火、回火、调质、固溶等。

2)根据Fe-C和Fe-Fe3C相图及热处理温度图确定热处理温度。
3)处理速度。 有时为了防止材料变形和开裂,需要控制加工速度。 中小件碳素钢和低合金钢的升温速度一般控制在100~200℃/h; 形状复杂或截面较大的中、高合金钢工件一般应预热,或采用低温炉随炉升温。 加热方式,当温度低于600~700℃时,加热速度控制在80~100℃/h。
4)加热时间。 根据工件的几何因素计算加热时间r(min),即用公式r=KW。 加热时间计算见表1。影响加热时间的因素比较复杂,应根据具体情况估算加热时间钢材热处理手册,以保证在规定的加热温度范围内维持必要的时间。
表1 加热时间计算表
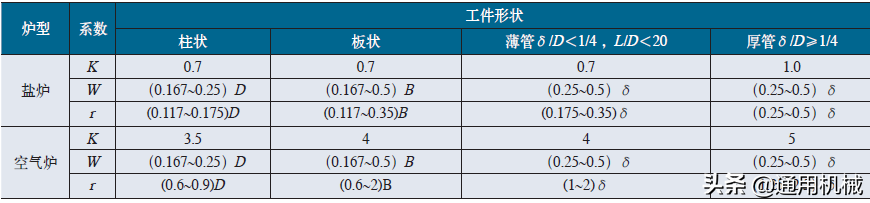
注:1、K为与加热条件有关的综合物理因素,W为与工作尺寸形状有关的几何因素,B为板厚,δ为壁厚,L为立柱长度,D为外径,包括圆柱体的内切圆直径。
2、尺寸单位为mm,时间单位为min。
5)冷却介质和冷却速度。 正火件一般采用空冷,退火件一般随炉冷却至550℃以下,空冷。 对内应力要求较小的工件,宜炉冷至350℃以下空冷。 各种钢的退火和冷却速率如表2所示。
表2 各种钢的退火冷却速率
6)制定热处理工艺曲线图。
2.热处理的实施
先制备热处理试样钢材热处理手册,然后对热处理材料的化学成分和低倍缺陷进行检测,确保试样满足热处理前的要求。 结合对人员和设备的要求,确定人员和设备,严格按照批准的预热处理工艺规程实施热处理。
3、工件热处理后的检查
检查所需的所有设备和仪器必须经过校准和合格。 检测人员应经过专门培训,持有相关检测项目操作证,方可上岗。 热处理评价所需的检查项目包括以下内容。
(1)断口分析 利用断口分析热处理,可以检测热处理引起的过烧断口、过热断口、回火脆性断口,并利用断口估算渗碳层深度等问题。

(2) 显微组织检查 用光学显微镜或电子显微镜观察分析零件和材料的晶体学特征、第二相的形貌和分布、扩散层和晶粒尺寸以及渗入表面的元素的变形等。通常采用的检测方法:GB/-2015《金属显微组织检测方法》。
(3)拉伸试验材料的规定非比例伸长应力、屈服点或规定残余伸长应力、抗拉强度、伸长率和断面收缩率由拉伸试验确定。 拉伸试验方法,国内标准依据GB/T228.1-2010《金属材料拉伸试验第1部分:室温试验方法》,美国标准依据ASTM E8M-16《金属材料拉伸试验标准试验方法》。
(4)硬度试验试验方法见表3。
表3硬度测试方法

(5)冲击试验的试验方法按照GB/T 229-2007《金属材料夏比摆冲击试验方法》执行。
(6) 无损检测根据不同的材料选择不同的检测方法,详见表4。
表 4 无损检测方法

4、热处理工艺评价
根据已知材料所要达到的性能要求与试验结果进行比较,如果所有的试验结果都能满足规定的性能要求,则认为热处理工艺合理。 如果不满足预先设定的材料性能要求,需要调整热处理参数,重新进行热处理工艺评定要求,直至评定合格。
5.形成正式的热处理工艺规范
合格的热处理工艺形成正式的热处理工艺规范,由热处理工程师审核确认。
热处理操作人员资质要求
热处理工人应经过专门培训并持有操作证,熟悉热处理设备的结构、性能、精度和效率,并严格按操作规程操作。
制造厂收集热处理工人的热处理业绩档案,至少每6个月对热处理工人进行一次考核,经热处理负责人确认后继续进行热处理作业,否则重新培训合格工作。

热处理设备的质量控制
热处理设备包括主要设备和辅助设备。 主要设备热处理炉的温度均匀性和炉子的保温性能是最重要的参数。 热电偶、温控仪表等辅助设备的精度决定了测量数据的准确性。 热处理设备应定期维护和校准,经计量确认合格后方可使用。
API 6D阀门制造商必须严格按照API 6D24版附录F的要求,每年在热处理炉的最高和最低工作温度下进行校准,并满足以下要求。
1)炉子工作区加热到设定温度后,工作区内任一点与设定温度的温度偏差不应超过±25℉(±13℃)。
2) 对于用于回火、时效和/或消除应力的炉子,工作区加热到设定温度后,与设定温度的偏差不得超过±15°F (±8°C)。
3) 热处理用控制和记录仪表的精度应精确到满量程的±1%。
结语
在热处理过程中,制造厂必须安排合格的热处理工人在确认合格的热处理设备上严格按照评定的热处理工艺进行操作,以保证材料的热处理质量。
以上节选自《通用机械》
阀门材料热处理工艺的质量控制





