


1、本发明涉及一种金属材料淬火残余应力的控制方法,尤其是一种基于冷却速度控制的本征应变重构和淬火残余应力控制方法。
背景技术:
2、随着工程机械的发展,其钢材强度等级越来越高,不断向高强高韧方向发展。700、800、1000及以上牌号工程机械用钢不断推向市场。从材料的强化机理来看,为降低材料成本解释钢材中残余应力的特点,保证其焊接性能,工程机械用钢大多采用低合金含量的成分体系,通过控轧、快冷、细化晶粒、控制 析出 以 提高 材料 的 强度 和 韧性 . 在快速冷却过程中,温度应力与结构的相变相互作用,
3.但在残余应力研究和应用领域,现有技术主要集中在残余应力表征和有限元计算领域,通过控制薄膜沸腾区来改善材料表面与冷却介质之间的冷却。淬火过程和更换冷却介质。均匀性,从而改善淬火残余应力。由于上述技术,上述技术都不能从根本上改变材料在淬火相变过程中的不均匀变形。因此解释钢材中残余应力的特点,不可能真正控制淬火过程中相变残余应力的产生,从而导致淬火残余应力。机械加工行业提高产品质量的关键技术瓶颈。
技术实施要素:
4、本发明的目的是提供一种基于冷却速度控制的本征应变重构和淬火残余应力的控制方法,可以降低残余应力,获得高强韧性的材料或零件。
5.本发明采用的技术方案是:
6.一种基于冷却速率控制的固有应变重构和淬火残余应力控制方法。在材料或零件的相变过程中,通过改变冷却速度来重构相变过程产生的相变塑性应变,从而降低淬火残余应力。压力。
7、进一步地,淬火的连续冷却过程根据零件材料或型芯开始相变的时间点t1和型芯相变完成的时间点t2分为三个阶段,即控制冷却阶段、快速冷却阶段和自然冷却阶段。在冷却阶段,通过限制和控制冷却阶段的冷却速度,加快快速冷却阶段的冷却速度,可以获得合理的淬火残余应力。
8、进一步根据材料或零件的动态cct曲线、传热系数、热导率、热膨胀系数和弹性模量,采用有限元分析计算材料或零件的芯部开始变形的时间t1。相变和核心相变结束。时间t2。
9、进一步地,冷却阶段的冷却速度控制为:材料或零件的结构转变对应的最小临界冷却速度,或略大于最小临界冷却速度,使表面的完成率核心相变开始前的相变低于20%-70%。
10.进一步的,急冷阶段的冷却速度为:大于极限冷却阶段的最小临界冷却速度,小于结构转变对应的最大临界冷却速度,从而控制组织结构核心并确保材料或零件组织的一致性。
11、此外,该方法适用于热轧中厚板、热轧带钢和大型铸锻件的淬火工艺。
12、本发明的有益效果是:
13、残余应力的本质是材料中的不均匀塑性变形。在淬火过程中,材料会产生三种塑性应变,即相变膨胀应变、相变塑性应变和传统塑性应变。其中,相变膨胀应变、相变塑性应变是材料发生相变时必须存在的塑性应变,而传统的塑性应变只有在外加应力超过材料的屈服极限时才会发生。因此,对于大多数具有相变的金属材料,最终的残余应力是由相变决定的。由变膨胀应变和相变塑性应变决定;在物质相变过程中,残余应力的形成包括三个阶段,即热应力主导阶段、相变前区域的相变主导阶段和相变后区域的相变主导阶段。,三个应力形成阶段相互串联,前一阶段的应力通过改变后一阶段的初始相变塑性应变来影响后一阶段的应力分布,材料中的最终应力分布由下式产生相变区由变塑性应变的大小决定;基于以上分析判断,本发明提供的淬火残余应力控制方法通过调节不同冷却阶段的应力水平来控制材料中的最终残余应力分布。坚硬的材料或零件。
图纸说明
14. 图。图1为本发明实施例淬火残余应力的形成示意图。
15. 图。图2为本发明实施例中计算芯材相变开始时间的示意图。
16、图3为本发明实施例中冷却速度控制示意图
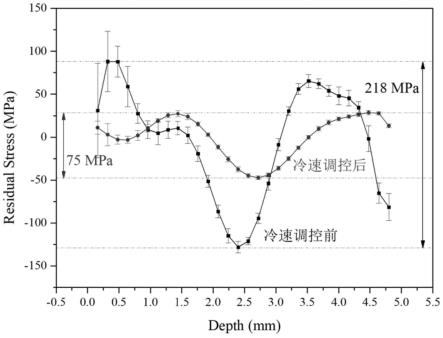
17、图4为本发明实施例中冷速调节前后带钢厚度方向的残余应力分布图。
详细方法
18、下面结合附图和实施例对本发明作进一步说明。
19、残余应力的本质是材料中的不均匀塑性变形。在淬火过程中,材料会产生三种塑性应变,即相变膨胀应变、相变塑性应变和传统塑性应变。其中,相变膨胀应变、相变塑性应变是材料发生相变时必须存在的塑性应变,而传统的塑性应变只有在外加应力超过材料的屈服极限时才会发生。因此,对于大多数具有相变的金属材料,最终的残余应力是由相变决定的。由变膨胀应变和相变塑性应变决定;在物质相变过程中,残余应力的形成包括三个阶段,即热应力主导阶段、相变前区域的相变主导阶段和相变后区域的相变主导阶段。,三个应力形成阶段相互串联,前一阶段的应力通过改变后一阶段的初始相变塑性应变来影响后一阶段的应力分布,材料中的最终应力分布由下式产生相变区由塑性应变的大小决定。以及相变后区域的相变主导阶段。,三个应力形成阶段相互串联,前一阶段的应力通过改变后一阶段的初始相变塑性应变来影响后一阶段的应力分布,材料中的最终应力分布由下式产生相变区由塑性应变的大小决定。以及相变后区域的相变主导阶段。,三个应力形成阶段相互串联,前一阶段的应力通过改变后一阶段的初始相变塑性应变来影响后一阶段的应力分布,材料中的最终应力分布由下式产生相变区由塑性应变的大小决定。
20. 例子
21、基于以上分析判断,本发明提供的淬火残余应力控制方法通过调整不同冷却阶段的应力水平来控制材料中的最终残余应力分布。以马氏体组织材料为例,采用这种方法进行残余应力调节,淬火残余应力的形成如图1所示。在图1中,是表面相变产生的相变膨胀应变,由表面相变和核心相变产生的相变塑性应变。由此产生的相变膨胀应变即为芯部相变产生的相变塑性应变,具体包括以下步骤:
22、第一步:如图2所示,根据材料的动态cct曲线、传热系数、热导率、热膨胀系数和弹性模量,通过有限元分析计算出材料芯时的时间t1开始变相(本实施例为7.56s)和核心相变结束时间t2(本实施例为9.44s);
23、第二步:如图3所示,以铁心开始相变的时间点t1和铁心相变结束的时间t2作为冷却速度的分界点,冷却速度分为,连续冷却过程分为:控制冷却阶段(表面转变阶段),快速冷却
冷却阶段(核心相变阶段)和自然冷却阶段;
24、第三步:将控制冷却阶段的冷却速度设置为略大于马氏体相变最小临界冷却速度(本例中最小临界冷却速度为25℃5s),使表面变形开始前的型芯 相变完成率低于 20%-70% 以减少型芯变形时产生的相变塑性应变
25、第四步:提高急冷阶段(铁心相变阶段)的冷却速度。在这个例子中,这个阶段的冷却速度设定为50℃,持续5s,以控制型芯的结构,保证材料或零件的一致性。提高材料或零件的性能;
26. 第五步:空冷或卷取。
27、如图4所示,为残余应力调节前后沿带钢厚度方向的残余应力分布。从图中可以看出,在结构和性能相同的前提下,该方法应用前的残余应力为75mpa,残余应力降低了65.6%。实验证明,可以降低残余应力,获得高强度和高韧性的材料或零件。
28、更换实验材料时,只需重新计算连续冷却过程中料芯开始相变的时间点和相变结束的时间点,并根据材料的动态cct曲线和热物理参数数据。而已。
29、应当理解,对于本领域的技术人员来说,可以根据上述描述进行改进或变换,所有这些改进和变换均应属于本发明所附权利要求的保护范围。
技术特点:
1.一种基于冷却速度控制的本征应变重构控制和淬火残余应力的控制方法,其特征在于:在材料或零件的相变过程中,通过改变冷却来重构相变过程中产生的相变塑性应变。率,反过来,淬火残余应力降低。2.根据权利要求1所述的基于冷却速率控制的本征应变重构和淬火残余应力控制方法,其特征在于:根据零件材料或芯部开始相变并完成相变的时间点t1核心相变时间点t2将淬火的连续冷却过程分为三个阶段,即控制冷却阶段,快速冷却阶段和自然冷却阶段。通过限制控冷阶段的冷却速度和加快快冷阶段的冷却速度来获得合理的淬火残余应力。. 3.根据权利要求2所述的基于冷却速率控制的本征应变重构和淬火残余应力控制方法,其特征在于:根据动态cct曲线,根据材料的传热系数、热导率、热膨胀系数和弹性或零件模量,使用有限元分析计算材料或零件的核心开始相变的时间t1和核心相变结束的时间t2。4. 3.根据权利要求2所述的基于冷却速度控制的本征应变重构和淬火残余物应力控制方法,其特征在于:冷却阶段的冷却速度控制为:材料组织转变对应的最小临界冷却速度或部分,或略大于最小临界冷却速度,从而使核心相变开始前表面相变的完成率较低。为 20%-70%。5.根据权利要求2所述的基于冷却速度控制的本征应变重构和淬火残余应力控制方法,其特征在于,所述快速冷却阶段的冷却速度为: 大于极限冷却阶段的最小临界冷却速度,小于相应组织转变的最大临界冷却速率,以控制核心的组织结构,保证材料或零件组织的一致性。6.根据权利要求1所述的基于冷却速度控制的本征应变重构和淬火残余应力控制方法,其特征在于:适用于热轧中厚板、热轧带钢和大型铸件的淬火过程。锻造。
技术总结
本发明公开了一种基于冷却速度控制的本征应变重构和淬火残余应力控制方法。淬火残余应力。该方法可以降低残余应力,获得高强韧性材料或零件。成分。成分。
技术研发人员:丁文宏、卢晓轩、臧志奇
受保护技术用户:武汉科技大学
技术研发日:2022.06.06
技术发布日期:2022/10/20





