


断桥铝型材的表面处理一般分为木纹转移、氟碳、粉末、烤漆、电泳涂装、着色四种。一般来说,优劣顺序为:氟碳喷涂>电泳涂装>粉末喷涂>木纹转印>着色>烤漆。当然,也有非常强的个体工艺钢材表面处理工艺,有时还会相互结合。
1.木纹转移
一:通过热转印膜或纸张将印在转印膜上的图案转印到型材上。一般先对型材进行酸洗(使基色容易附着在型材表面),然后在型材上喷上木纹基粉,贴膜时将里面的空气抽掉,然后在190°-200°的烤箱中烘烤,用墨水热升华到涂层。有樱桃、柚木、檩条、白橡木和其他纹理可供选择。此图像逼真,但耐候性较差。
另一种:在型材表面涂上木纹底漆进行固化,然后用刷子机将木纹滚涂在涂层上,形成固化。这种工艺型材凹凸感强,耐候性好,但花纹不够生动。

2.静电喷涂-粉末喷涂
粉末喷涂一般采用聚氨酯、聚氨酯树脂、环氧树脂、羟基聚酯树脂、环氧聚酯树脂为原料。在静电喷涂中,型材表面应在粉末喷涂前进行酸洗。粉末涂料通过静电喷涂机喷涂到型材表面后,在静电的作用下,粉末会均匀地吸附在型材表面,形成粉末涂料。这种涂层通常在 30 微米以上。
优点:耐腐蚀、耐候、耐冲击、耐磨,可长期受紫外线和酸雨侵蚀,涂层不粉化、褪色、脱落。
缺点:长期紫外线照射会造成自然褪色,室内外会有明显色差(一般2~3年)。

3、静电喷涂——氟碳喷涂(液体喷涂)
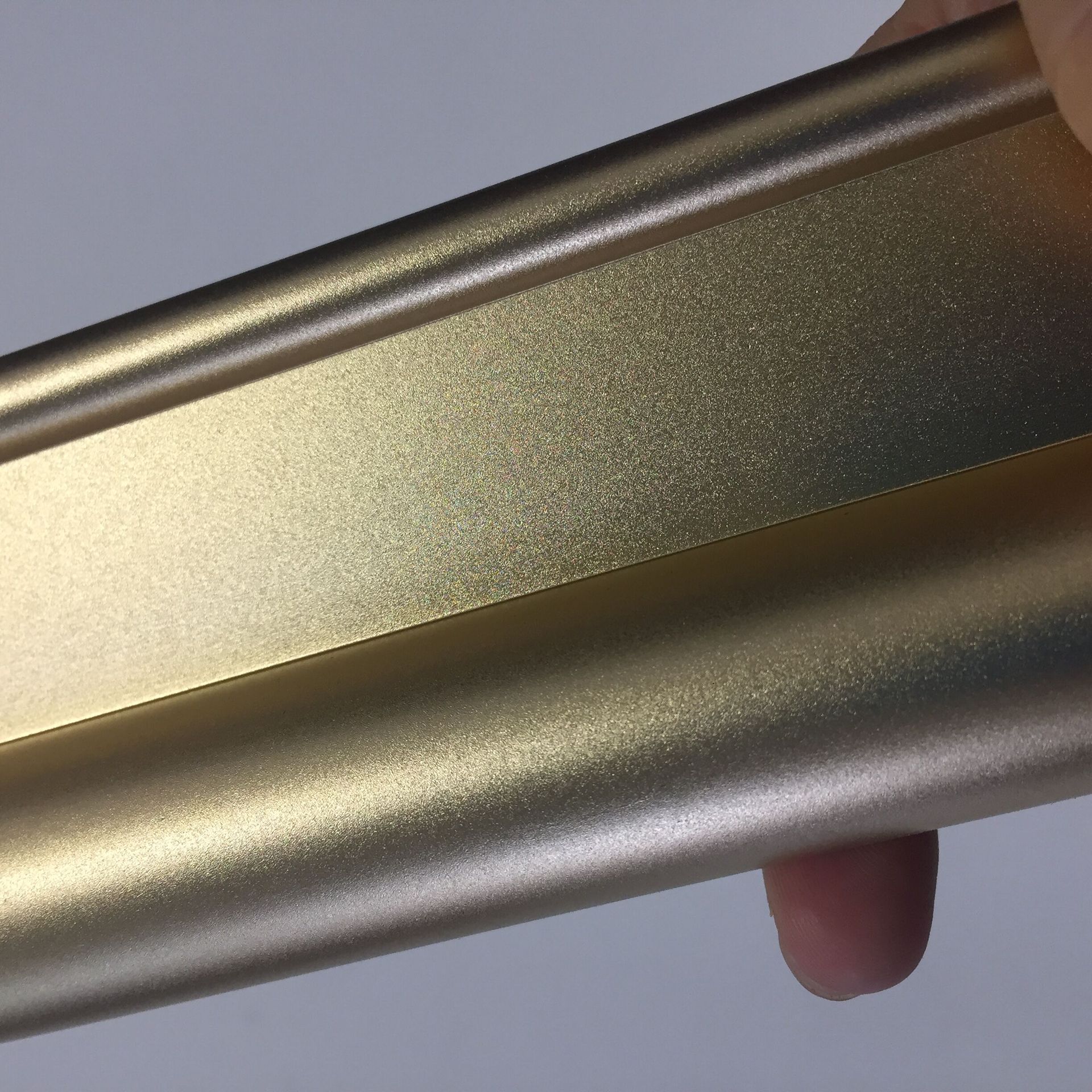
氟碳喷涂是以聚偏二氟乙烯树脂烤()n(PVDF)为基材或以金属铝粉(珠光的会发光,很贵,一看就是好产品)为颜色由材料制成的涂层。因为碳氟化合物的基础材料是氟/碳,化学上是短链的,它是与氢离子最稳定的组合。
工艺流程:前处理工艺:铝材除油去污→水洗→碱洗(脱脂)→水洗→酸洗→水洗→镀铬→水洗→纯水洗喷涂工艺:喷底漆→面漆→面漆→烘烤(180-250℃)→质检
多层喷涂工艺由三道喷涂(底漆、面漆、面漆)和二次喷涂(底漆、面漆)组成。一般来说,涂层在40-60微米以上。
优势:
缺点:
知名企业
原作者()
原始来源(氟碳喷涂与粉末喷涂的区别)
原始来源(氟碳喷涂与粉末喷涂的区别)

四、油漆
他可以定制颜色,可以根据客户的需要制作类似的颜色。
工艺:先将基材研磨至一定的粗糙度,底层喷涂粘合剂,再喷漆,140°-180°高温烘烤。
优点:显色性好
缺点:对油漆要求高
五、着色——(化学着色、点溶液着色)
化学着色
化学着色是将阳极氧化的型材浸入溶液中,染料分子进入氧化膜的多孔层,从而显示出颜色。
缺点:着色膜的耐光性和耐候性不如电解着色。
电解着色
电解着色是在含有金属离子的溶液中钢材表面处理工艺,金属离子在电流的作用下被还原成金属(或金属氧化物)并沉积在氧化膜底部。由于光的散射,显示出不同的颜色。当然,着色也可以省略。自然色(银白色氧化)。最初的电解着色使用锡盐和锡镍盐电解,得到香槟色和黑色。青铜色是通过改变电压或着色时间制成的。颜色包括(香槟色、青铜色、咖啡色、青铜色)。
原始来源(泰若峰集团)
现在慢慢地从使用锡镍盐到单锡盐。镍盐主要在整个体系中竞争还原,增加锡盐的沉淀,改变色调。镍盐的存在会使黑色更偏红。由于镍是一种污染物,着色稳定剂正在逐渐替代镍,同时单锡盐和锡镍盐性能稳定,单锡盐是未来的趋势。
密封性:6063和6061系列6适合挤压氧化着色,7005较难着色。单硫酸氧化形成的氧化膜具有多孔结构,在六角结构的中间有一个孔(类似螺帽)。锡盐通过点分解还原后,锡颗粒沉积在微孔中,并因光衍射而产生颜色。但填充空隙结构的耐蚀性不够,需要密封。
现在有常温(旧工艺:镍+氟新工艺:氟锆酸钾)、中温、高温封口(蒸汽封口)。
目前中温密封孔较多。中温密封孔分为无镍无氟(有碱金属和碱土金属)和镍密封(醋酸镍)。生成的水合物封闭了孔隙,封闭后的耐腐蚀性能大大提高。提升。
原作者()
原产地(各种颜色的阳极氧化铝锅安全吗?) 6、电泳涂装
电泳涂料分为光电泳和消光电泳,也可分为清漆和色漆。清漆是最常见的彩色涂料(亚光、白色、彩色)。
电泳漆是阳极氧化后进行电泳处理。铝型材电泳是指将铝型材置于电泳槽中,通过电流使其表面形成致密的树脂膜层的工艺过程。其膜层为阳极氧化膜+电泳涂层的复合涂层,耐候性比阳极氧化型材强。电泳剖面看起来很华丽,但薄膜很容易划伤。
原始来源(泰若峰集团)
电泳涂装不同于电解着色,即点溶液着色采用密封工艺,而电泳涂装采用电泳涂装工艺。铝型材电泳涂料主要采用丙烯酸树脂、有机胺或无机碱作为中和剂,三聚氰胺甲醛树脂作为固化剂,颜料+溶剂+助剂。
优势:
缺点:单一颜色只有古铜色(银白色、香槟色、金黄色、黑色、仿不锈钢等),型材微小缺陷容易发现,电泳颜色容易出现色差。
消光电泳
消光电泳又称瓷电泳,是电泳的增强版。它比粉末涂料具有更丝滑的手感,并在一定程度上降低了铝型材的橘皮感。
优势:





