



双立人刀具——你值得拥有!
这把以双立人出生年份命名的刀自2008年推出以来就引起了业界的轰动,被众多名厨收藏。 拥有一套双立人1731顶级系列菜刀是现在厨师界每个人的梦想。
不想当厨师的白领不是好技术员。 今天小编就带领大家揭秘这套令人垂涎欲滴的刀具背后的材质背后的故事:
TWIN 1731刀体现了德国双立人对“好刀”的最新定义:航天钢、名贵天然乌木刀柄、前所未有的倒“V”形平衡指托、意大利米兰跨界时尚大师Thun的创新设计,与德国技术人员有限公司生产;
其中,不得不说的是30号飞船钢,用来制造刀片。 下面请听小编的讲述:
1、材料成分
®30是一种压力氮化、高耐腐蚀马氏体冷处理钢,具有出色的韧性刀具最好的钢材,硬度达到洛氏硬度60。其化学成分范围也相当严格

2、原料冶炼技术
通过将 DESU(压电渣重熔)与精密锻造或轧制技术相结合,可以获得高纯度和精细均匀的微观结构。 这意味着良好的加工性能以及出色的抛光能力和热处理后的高尺寸稳定性。
3.先进的热处理技术:与常规生产的冷处理钢相比,通过部分后续碳替代可以获得更好的耐腐蚀性和耐磨性。 此外,®30具有高达500摄氏度的高耐退火性能。
为了实现®30的优异性能,其复杂的热处理工艺如下:
软退火:
将®30置于780-820摄氏度的温度下,均匀受热。 加热后,保持8小时左右。 热处理后硬度为200至240HB。
消除应力退火:
粗切后加热至600-650摄氏度进行去应力退火。 然后,加热后,工件应在此温度下保持2小时左右; 然后在锅中冷却至350摄氏度。 最后,将其放置在静止的空气中。
硬化:
可根据产品要求选择1000~1030摄氏度之间的奥氏体化温度(详见表格)。 如果它是一个复杂的零件刀具最好的钢材,那么应该在大约 750 到 780 摄氏度之间达到平衡。 如果在真空中硬化,要注意100至200毫巴合适的氮分压,以避免边界层脱氮或氮化。 如果无法实现此设备条件,请考虑相应的约 0.2 mm 的综合磨削余量,以排除可能的表面影响。
冷却:可采用吸油装置。 真空热处理时,要求淬火过压至少为5Pa。
回火:
在室温(约20°C)直接淬火后,如果淬火温度>1000°C,则需要随后进行深冷冷冻,因为®30中所含的氮极大地稳定了残余奥氏体。 该温度至少应达到-80摄氏度,并在完全冷却后保持至少60分钟。 随后,在适当的温度(详情见表格)下回火2X2小时,以达到目标性能。

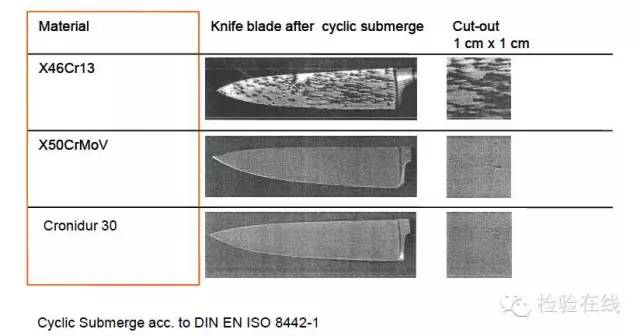
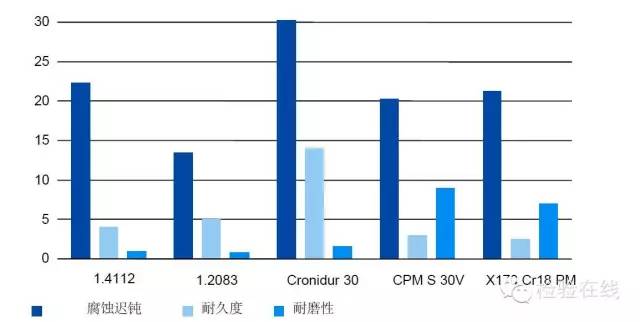
®30的耐腐蚀性能比普通钢高100倍左右,切削性能非常好; 与其他钢种相比,®30具有真正优异的性能:
1、比1.2083、1.4112、1.4301、1.4571等材料具有更好的耐腐蚀性。
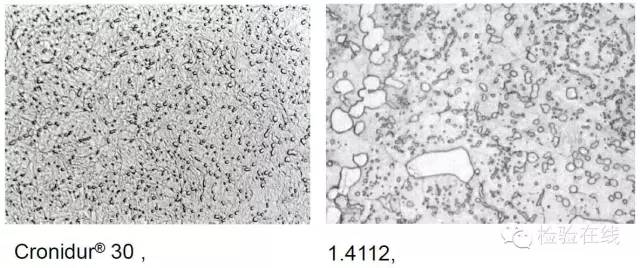
结构比较(放大1000倍,蚀刻)
2、比1.4034、1.2363或1.4528材料具有更好的耐磨性
3、洛氏硬度56-57,具有更好的冲击性能
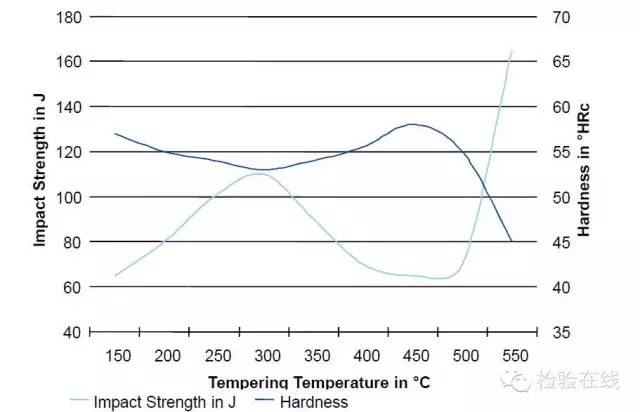
冲击性能
4、在切削刀具所用钢材中,具有较好的切削性能
刀具切削性能
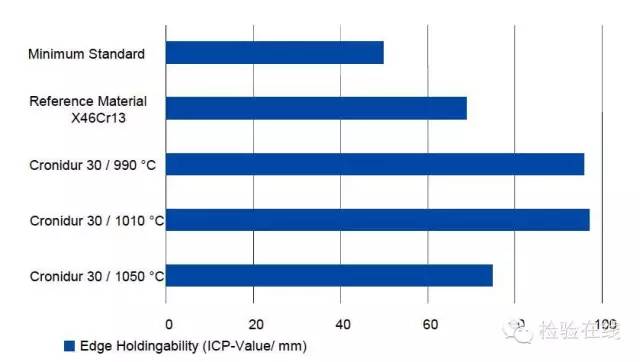
刀刃锋利度

本文经公众号检验在线(ID:)授权发布。 转载请联系原公众号。





