



热浸镀锌是从较旧的热浸镀方法发展而来的。 自1836年法国将热镀锌应用于工业以来,已有170年的历史。但近三十年来,随着冷轧带钢的快速发展,热镀锌工业得到了大规模发展。 热镀锌板的生产工艺主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等,根据定制,常采用镀前处理方法。
热镀锌工艺分为离线退火和在线退火两大类,即湿法(单块钢板热镀锌法)、离线退火(单块钢板热镀锌法) 、热镀锌惠林()法(带钢连续热浸镀锌法)、在线退火森吉米尔()法(保护气体法)、改良森吉米尔法、美国钢联法(与日本川崎法相同) 、Selas法和()法。 热镀锌:将锌浸入加热熔化的锌液中。 生产速度快,涂层厚但不均匀。 市场允许的最小厚度为45微米,最大厚度可以超过300微米。 颜色较深,消耗锌金属较多,与基体金属形成渗透层,具有良好的耐腐蚀性。 热镀锌可以在室外环境中持续数十年。 热浸镀锌也称为热浸镀锌镀锌钢材热镀,涉及去除钢工件上的油污和铁锈,以呈现无污垢、湿润的表面。 将工件立即浸入预先加热熔化锌的镀液中,在工件表面形成一层锌。 镀锌方法。 冷镀锌是将同样经过脱脂、脱漆处理、呈现无污点、润湿状态的工件挂在特制电镀槽中的阴极上,阳极为锌。 当接通直流电源时,阳极上的锌离子迁移到阴极,在阴极上放电,使工件镀上一层锌。

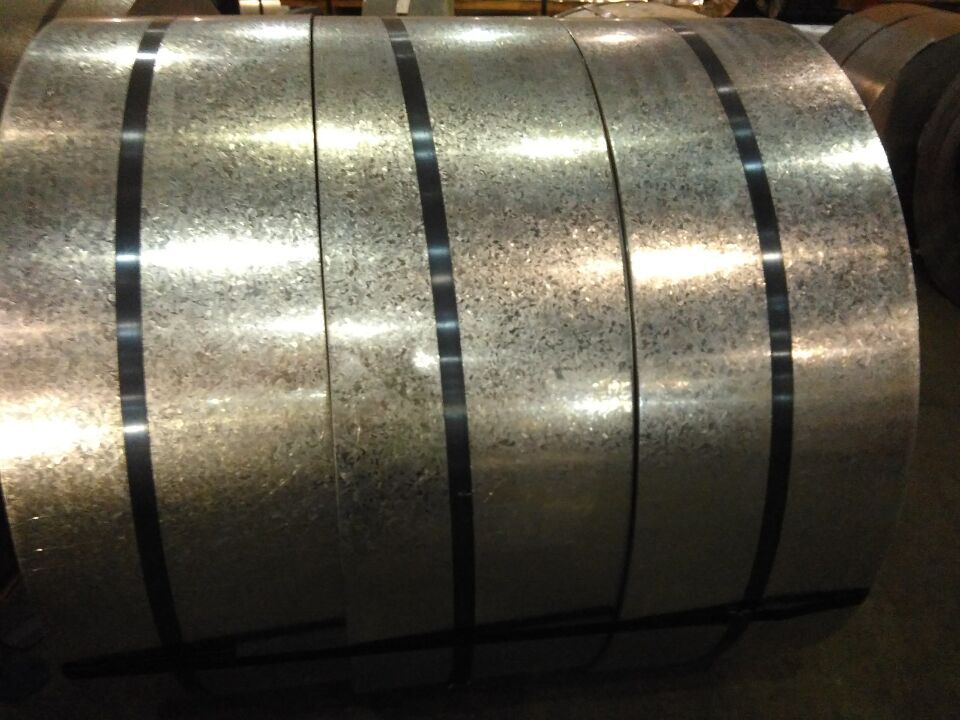
热镀锌的镀层较厚,一般为30-60微米镀锌钢材热镀,镀层具有较高的防腐能力。 适用于户外作业的钢制件的长期防锈,如高速公路护栏、电力铁塔、大尺寸紧固件等比较“粗糙”的工件。

冷镀锌丝:是以低碳钢为芯线,经拉丝、电镀锌工艺加工而成的金属复合材料。 主要用于制造丝网、高速公路护栏及建筑工程。

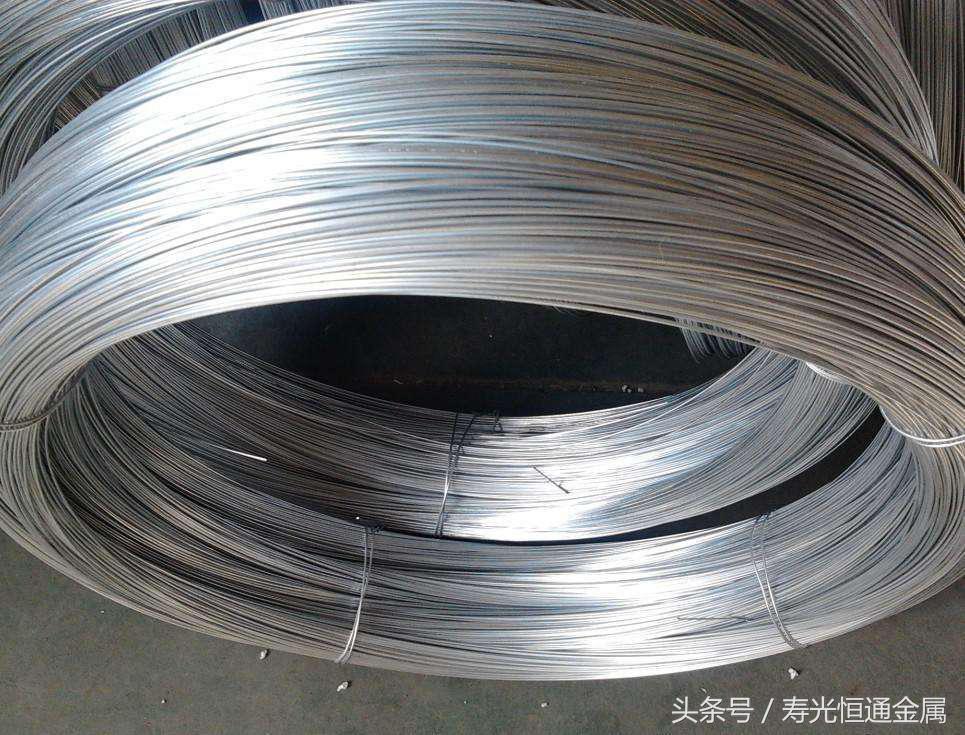
热镀锌丝:本产品采用优质碳素结构钢,经拉拔、热镀锌而成。 广泛应用于制造丝网、高速公路护栏和建筑工程。 具有镀层厚、耐腐蚀性强、镀层牢固等特点。 我们还可根据用户的特殊需求,按行业标准提供各种规格的镀锌丝。 与电镀相比,热镀锌的生产成本较高,但对环境的影响比电镀小。
物理性能:热镀锌钢丝表面光滑洁净,无裂纹、节子、刺、伤痕、锈迹。 镀锌层均匀,附着力强,耐腐蚀性能持久,韧性和弹性优良。 抗拉强度应在-(线径Φ0.2mm-Φ4.4mm)之间。 扭转次数(Φ0.5mm)应在20次以上,重复弯曲应在13次以上。
用途:主要用于温室、养殖场、棉花打捆、弹簧、钢绞线、钢丝绳制造。





