


一、结构原理
我厂设计制造的这套钢材除锈设备主要用于大型B型钢、各种槽钢、角钢、部分钢板的除锈。 其结构原理如图1所示。
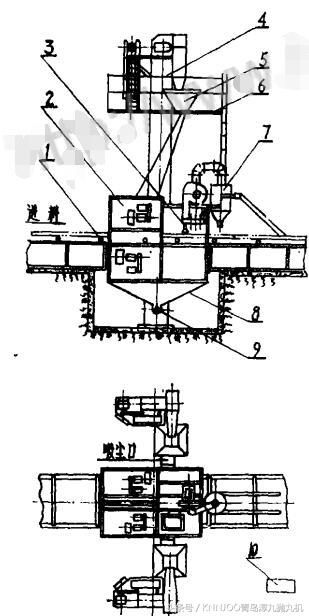

图1
1.滚道2.清理室; 3、洁净室; 4、电梯; 5、储丸斗; 5、框架平台; 7、B型钢丸吸料装置; 8. 滑槽; 9、螺旋输送机; 10.电气设备。

该装置主要由滚道、抛丸室、清理室、B型吸丸装置、溜槽、提升机、丸料储料斗、框架平台、螺旋输送机以及电气设备、除尘系统等组成。 四丸抛丸室两侧均安装有抛丸器。 当型钢通过滚道输入并通过清理室时,抛丸机将弹丸从不同角度高速抛向型钢的各个表面,去除锈层。
弹丸的清洁和回收方法有两种。 当待清洗工件为槽钢时,工件经清洗室进入清洗室后,安装在清洗室内的高压风机产生的高压空气通过喷嘴吹到工件表面,从而去除钢材上堆积的颗粒。 所有的弹丸落入滑道并被带走。 例如,若待清洗工件为B型钢,虽然工件已在清洗室内经过高压空气吹扫,但腹板和翼板形成的三角槽内仍积存有一定量的残留物B型钢板材。 射弹数量。 这部分弹丸由安装在清理室末端的弹丸吸取装置吸出。 溜槽内的颗粒通过螺旋输送机、提升机进入颗粒储料斗,重复使用。

工件在滚道上的输送速度为1.8米/分钟。 当工件输送到抛丸清理室前端时,通过电气联锁装置钢材除锈设备,按要求的时间节拍依次自动启动抛丸装置和电控阀门,完成整个抛丸清理过程。 清理工作完成后,整个抛丸装置自动停止。 全线电机总功率千瓦。
抛丸过程中产生的铁锈粉尘通过管道输送,通过四台扩散旋风除尘器和两台布袋除尘器排入大气。 这种两级除尘系统具有比较理想的效果,为操作人员创造了更好的工作环境。

2、生产能力及主要消耗材料核算
目前某厂生产的C62A全钢敞车全年消耗型钢约13292吨,日均消耗46.5吨。 如果按设计要求布置各种型钢,则每辆车消耗的型钢必须布置44.6米。 工作时间加上包括中断进料、设备维护和易损件更换在内的辅助时间,大约需要50分钟。 考虑到两班制,一台除锈装置即可满足生产需要。

除锈装置所用钢丸直径为1-1.5毫米。 按吨钢消耗钢丸10公斤计算钢材除锈设备,年消耗量约为133吨。
3、经济效应
该型钢除锈装置是在原车身抛丸室的基础上进行技术改造,因此成本较低。 按该厂今年的生产任务计算,全年可节省除锈费用9.5万元。 元。 该项目技改投资成本不到一年即可收回。 钢材抛丸除锈装置已使用一年多了。 与原来的手工抛丸、刷锈工艺相比,除锈效率可提高一倍以上。 除锈质量高,可达到船体除锈标准81*BB2*,相当于瑞典标准Sa2*减少污染,粉尘排放浓度12.7mg m3。 ,低至 0.85 毫克/立方米





