


《金属热处理原理与工艺》课程是一门重要的专业课程。是金属材料热处理工艺设计级实验操作的重要教学环节。通过金属材料热处理工艺的金相组织分析、性能测量等实验,培养中学生掌握热处理实验技能、原理及相关设备,运用基本原理和一般原理对实验结果进行分析和讨论。热处理规律,有助于加强中学生解决问题和分析问题的能力。 1、课程设计是“金属热处理原理与工艺”课程的延续。通过设计实践,学生可以进一步学习掌握金属热处理工艺设计的常用规则和技巧。 2、培养综合运用金相、材料性能、金属工艺、金属材料热处理、结构技术等相关知识进行工程设计的能力。设计内容:独立完成钢材的热处理工艺设计,包括工艺技能、路线、参数、热处理设备及操作的确定、金相组织分析、材料性能测量等基本要求:1、课程设计必须独立进行,每个人必须完成某一类钢的热处理工艺设计,才能清楚地表达所使用的热处理工艺的基本原理和一般规律。 3、正确使用TTT、CCT图等设计工具钢材热处理工艺,认真分析方案。 1、引进高铝合金结构钢是结合钢之一,执行国外标准GB/T3077-1999。它是一种特殊的渗碳钢。经热处理精加工后的工字钢具有较高的表面强度、耐磨性和疲劳硬度,具有良好的耐热性和耐腐蚀性。
处理后规格精度高,渗碳后表面强度一般在920HV以上,前处理为回火(一般淬火强度要求260HB,262~302HB)。渗碳速度快,可以获得较深的渗碳层深度,但渗碳层的延展性比较大,淬透性不高,不适合制作承受较大冲击的零件。在美国,一般不建议将含铝渗碳钢用于关键的重型蜗杆。用途 复合钢是一种耐海水腐蚀的特种钢。 A、与钢材结合,主要用于制作管道和设备。具有耐腐蚀性强、安装方便等优点。 (1)与钢材中的Al(铝)结合,与空气中的O(氧)发生物理反应,生成Al2O3(三氧化二铝),形成一层保护膜,既防腐蚀又防腐蚀。 (2)与海水中的Cr(铬)、Mo(钼)和离子结合,Cl(氯)离子可以人工补充Cl(氯)离子对钢的点蚀造成的空隙。 ,形成致密的保护层,防止点腐蚀深入,因此具有耐腐蚀性,延长使用寿命。无缝铁管材料的点焊性能好,并配有特殊的耐腐蚀焊缝焊丝“Sea O3”,无特殊焊接要求。无缝铁管材料是沿海电站,沿海油田、沿海地区输送水、油气和含海水介质最理想的管道和造腔材料。天然气和宠物化学工厂。
它是一种特殊的渗碳钢,通常只用于要求高耐磨性和渗碳处理的零件。通常渗碳后表面强度在920HV以上,前处理为淬火(一般淬火强度要求260HB,262~302HB)。渗碳速度快,可以获得较深的渗碳层深度,但氮化层的延展性比较大,所以不适合制作受过重冲击的零件。在美国,重要的重型蜗杆一般不推荐使用含铝渗碳钢(推荐使用Cr-Mo-V等渗碳钢)。 : 允许残留浓度0.035Mo:0.15~0.253、力学性能:(MPa):980(100)屈服硬度(%): 14. 减少面积(%):50 冲击功Akv(J):71 导轨有两种型号,即LG25型,外观规格为.;LG30外观规格..滑轨如图图1中不带括号的数字为离子渗氮后的,渗层结构如表所示,内层为+03mm白色条纹化合物层,即相。与白色条纹化合物相邻的次表层层,出现静脉样组织,长度0.,相组成为+'。向前是扩散层,相组成是+,再往里是心脏组织。
从金相分析中也可以看出,渗碳前的金相组织和渗碳工艺参数对渗碳后脉状组织的浓度有很大的影响。渗碳时固溶组织产生脉状组织的趋势远大于淬火组织,渗碳温度越高,渗碳时间越长,都促进了脉状组织的产生。钢在540-560下离子渗碳22h,沿渗氮层强度分布如图4所示。可以看出,经过上述处理钢材热处理工艺,渗碳层深度保持在0.@以上>50毫米。氮化层的强度梯度与预热处理有关。在相同的离子渗碳工艺条件下,固溶状态下2mm外层的强度高于淬火状态下的强度。在距表面0.1mm处,固溶状态的强度低于淬火状态,而淬火状态的强度仅为保持;在距表面 15mm 处,溶液状态的强度总是较低,但淬火状态的强度在这里较高。预热处理对变形的影响对固溶预热和淬火预热的LG25滑轨分别在相同工艺参数()下进行离子渗碳处理。结果发现,无论是固溶体还是调质滑块,对渗碳滑块B面变形影响不大,弯曲量保持在0.@ > 图2(100)有机描述:图1:裂纹由表层向内呈45度角发展,开口较宽,尾部较细,裂纹中有氧化物。
图2:同一试样被侵蚀后,裂纹左侧可见严重渗碳——组织为铁素体,晶界组织为珠光体和铁素体。这种裂纹是锻打折叠的,在后续的热处理过程中会扩大,右侧会被氧化矫正。正火温度:930~970细碳化物+条状铁素体+少量索氏体。异常结构与冷却速度有关。归一化照片组织显示:粒状贝氏体、黑色条带区碳化物和红色片状铁素体。硬质合金度约为 5 至 6 级。它是一种硬质合金钢。蚀刻层的综合性能,特别是延展性,与原始组织的碳化物尺寸密切相关。因此,在氮化前,碳化物通常通过正火工艺进行细化,然后进行回火处理。由于该试样的锻造组织碳化物显着,各区域的成分误差使得各区域的临界点不同,在加热和冷却过程中必然会发生不同的组织转变。 , 淬火回火组织描述:齿顶淬火层的组织和形貌,粗棒状马氏体(6级),残余奥氏体(5级)在蚀刻件的整个制造过程中,氮化往往是最后一道工序..,最多是精磨或磨。蚀刻零件的工艺流程通常是:锻造、正火(固溶)、粗加工、淬火、精加工、偏斜、精磨、蚀刻和精磨装配。质量处理可以提高加工钢的性能,获得均匀的渗碳索氏体组织,保证零件芯部有足够的硬度和硬度,同时使碳化物层与基础结合牢固。
11 个去偏转以减轻蚀刻过程中的变形。一个。去污处理。零件装炉前,应使用柴油或酒精进行低脂去污处理。零件表面不允许有磨损和灰尘。含氮零件的表面质量要好,不允许有渗碳层存在。因此,零件在预热处理前应有足够的机加工余量,使渗碳层在蚀刻前通过机加工完全去除,以保证轧制层的质量。 d。装炉前应保证检测设备及氮化治具、电气系统、管道、氨分解分析仪等处于正常使用状态;蚀刻夹具上不允许有任何特性或氧化皮,如果有,应消除。 (1)渗氮温度一般为500~600。渗碳时间长,一般为20h~50钢氮化工艺曲线(2)零件渗氮前必须淬火)目的是提高加工性能并获得均匀的渗碳索氏体组织,以保证较高的硬度和硬度。对于形状复杂或精度要求较高的零件,在渗碳前应在精加工后进行固溶去除内部变形,以减少渗碳的变形。(1)钢渗碳后强度高(~),在600~650不升高,因此具有很高的耐磨性和热硬度。相硫化物,非常脆,通常通过精磨去除;中间为暗红色含氮共析(α+γ')层;核心为原始渗碳索氏体组织。钢渗碳层显微组织400Fe-N相图(2)钢渗碳后,渗碳层体积减小,导致表面压力变形,疲劳硬度大大提高。
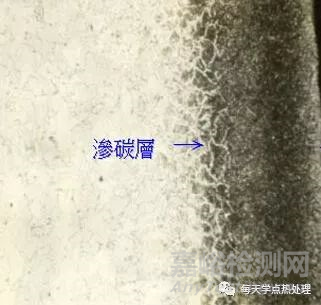
(3)氮气浸润温度低,零件变形小。因此具有良好的耐腐蚀性,在水底、过热蒸汽和酸性滤液中非常稳定。图1(10 0)图2(55 0)图3(550)图4(125)1:疲劳源附近组织的形态,组织经历了相图中共有三个层次,大部分表层含氮量较高,已转变成马氏体和硫化物,并伴有小的晶间二次裂纹。白色光亮含氮马氏体,然后向内近渗碳层的核心结构为浅色马氏体,最外层为白色光亮层£相化合物层,亚表层白色区域为含氮索氏体,上其中有严重的红色静脉状sul信仰。芯部结构为调质索氏体,有枝晶烧蚀残渣(白黑影)。金相法测得的氮化层深度约为0.45mm。强度法测氮化层 层深0.45mm(表示:0..3),金相扩散层中脉状硫化物的评价要比较附GB/-1989《500倍放大下《钢件轧制层深度测量及金相组织检验》标准图片。此图片放大倍数较低,不易区分。箱式内阻炉及温度控制仪表 洛氏强度计 表面维氏强度计 金相显微镜 渗碳水箱、油箱抛光机 渗碳电炉 水银温度计 镊子和铁丝 10、标准样品11、钢铁金册.上海:机械工业出版社, 2006. 周尚奇, 范秋林, 任勤等. 快速深腐蚀工艺设计. 金属热处理, 1998, 23 (3): 2 安正坤. 热处理技术[M] 机械工业ry 出版社,1986 单东立.热处理工程师指南[M]中国机械工程学会热处理专业学会,1999戴启训《金属材料学》





