


在金属铣削加工中,刀具的铣削部分直接承担铣削工作,因此刀具材料一般是指刀具铣削部分的材料。 刀具材料的合理选择是磨削加工的重要组成部分,在很大程度上决定了磨削加工的丰富程度、刀具消耗和加工成本、加工精度和表面质量等。刀具材料的发展也带动和推动了磨削加工的发展。受零部件材料发展的影响。 明天我们将分享刀具材料的选择。

切削刀具材料应具备的性能
切削刀具在工作过程中受到很大的磨削压力、摩擦力和冲击力,导致磨削温度很高。 工具在这些低温、高压和剧烈摩擦的环境中工作。 使用不合适的材料会很快生锈或损坏工具。 为此,工具材料应满足一些基本要求。
1、强度高、耐磨性好
强度是刀具材料应具备的基本特性。 为了从型腔中切削切屑,刀具的强度必须小于型腔材料的强度。 用于磨削金属材料的刀具磨刃强度通常在60HRC以上。
对于碳素工具钢材料,在温度条件下强度应在62HRC以上; 高速钢的强度为63~70HRC; 硬质合金刀具的强度为89~93HRC。
耐磨性是刀具材料抵抗腐蚀的能力。 一般来说,刀具材料的强度越高,耐磨性越好。 强度越高,数量越多,颗粒越小,刀具材料金相组织中硬点(如氮化物、氮化物等)分布越均匀,耐磨性越好。 同时还与刀具材料的物理成分、强度、显微组织和摩擦区的温度有关。
如果考虑材料的质量因素,而不考虑摩擦区温度、物理腐蚀等因素,则材料的耐磨性WR可以用下式表示,即:
在公式
H——材料强度,单位为GPa。 可见,强度越高,耐磨性越好;
KIC——材料的断裂韧性,单位为MPa·m1/2。 KIC越大,材料挠曲引起的裂纹越小,耐磨性越好;
E——材料的弹性泊松比,单位为GPa。 当E值较小时,磨粒引起的微观应变有助于形成较低的挠度,从而增强耐磨性。
2、足够的硬度和硬度
为了使刀具在很大的压力以及磨削过程中通常出现的冲击和振动的条件下工作,而不引起崩刃和扭曲,刀具材料必须具有足够的硬度和硬度。 一般来说,硬度越高,能承受的磨削力就越大。
3.高耐热性
耐热性是判断刀具材料铣削性能的主要指标。 一般以在低温下保持高强度、耐磨性、强度和硬度的性能来判断,又称热硬性。 刀具材料的低温强度越高,耐热性越好,低温抗塑性变形和耐腐蚀性能越强,允许磨削速率越高。
刀具材料不仅要具有低温强度,还应具有低温抗氧化能力和良好的抗粘附、抗扩散能力。 这些特性称为物理稳定性。
4、良好的热化学性能和抗热震性能
刀具材料的导热性越好,磨削热量越容易从铣削区域传导走,从而降低刀具材料铣削部分的本体温度,减少刀具腐蚀。 刀具在间歇铣削或使用铣削液时,往往会受到较大的热冲击,因此刀具内部会形成裂纹并导致破裂。刀具材料抵抗热冲击的能力可用抗热冲击能力来表示。系数R,即
在公式:
λ——导热系数;
σb——拉伸硬度;
μ——泊松比;
E——弹性挠度;
α——热膨胀系数。
导热系数越大,热量越容易传导出去,从而减小工具表面的温度梯度; 热膨胀系数小,可减少热变形; 小的弹性挠度可以减小热膨胀引起的交变挠度的幅度。 抗热震性能好的刀具材料在铣削时可以使用铣削液。
5、做工好
刀具不仅应具有良好的磨削性能,而且易于制造。 这就要求刀具材料具有较好的工艺性能,如锻造性能、热处理性能、焊接性能、磨削性能、高温塑性变形等。
6.经济
经济性是刀具材料的重要指标之一。 刀具材料的发展应结合国家资源的实际情况,具有重大的经济和战略意义。
即使有些切削刀具的单件价格昂贵,并且由于其使用寿命长,单件成本也不一定高。 因此,选择工具时应考虑经济效果。 据悉,在先进加工系统(如手动磨削系统、柔性制造系统)中,还要求刀具磨削性能稳定可靠,具有一定的可预测性和较高的可靠性。
不同刀具材料的化学和热性能列于表1。材料的化学和热性能不同,其用途也不同。
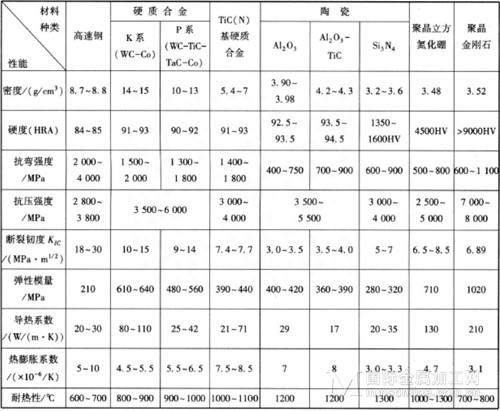
表1 各种刀具材料的化学和热性能

常用的刀具材料可分为四类:工具钢(包括碳素工具钢、合金工具钢、高速钢)、硬质合金、陶瓷、超硬刀具材料(如金刚石、立方渗碳硼)等。 碳素工具钢和合金工具钢由于耐热性较差,仅用于一些手动工具和铣削速度较低的工具; 陶瓷、金刚石、立方渗碳硼仅在有限的场合使用; 目前,在刀具材料中应用最广泛的仍然是高速钢和硬质合金普通切削刀具材料。
高速钢
高速钢(High Speed Steel,HSS)是富含钨(W)、钼(Mo)、铬(Cr)、钒(V)等合金元素的高合金工具钢。 1898年由英国机械工程师泰勒和冶金工程师怀特发明。当时的成分为C0.67%、W18.91%、Cr5.47%、V0.29%、Mn0.11%,其余为铁。 可承受550~600℃的磨削温度,并能以25~30m/min的磨削速度磨削普通钢,从而使其加工效率比合金工具钢提高215倍以上。
高速钢是综合性能良好、应用范围最广的刀具材料钢材怎么分类,并具有良好的热稳定性。 在500~600℃的低温下仍可研磨。 与碳素工具钢、合金工具钢相比,磨削速率提高1-3倍,刀具耐用度提高10-40倍,甚至更多。 因此,它可以加工从有色金属到低温合金的广泛材料; 高速钢具有较高的硬度和硬度,并具有一定的强度和耐磨性。 弯曲硬度是普通硬质合金的2~3倍,陶瓷的5~6倍,63~70HRC。 因此,适用于各种铣刀,也可用于挠度较差的铣床上加工; 另外,高速钢刀具的制造工艺比较简单,很容易磨出锋利的磨刃,并且可以锻造。 这对于制造形状复杂的刀具非常重要,因此高速钢在复杂刀具(如铰刀、丝锥、成形刀具、拉刀、齿轮刀具等)的制造中发挥着重要作用; 陶瓷在手动车床上稳定可靠。
基于以上激励因素,在各种新型切削刀具材料不断涌现的情况下,高速钢在当前切削刀具材料中仍占较大比例。 而且,由于高速钢刀具中W、Co等主要元素资源短缺,在世界范围内已逐渐枯竭,其浓度仅够使用40-60年。 每年以1%至2%的速度下降。 预计未来高速钢的使用比例将逐渐下降。 高速钢切削刀具的发展方向包括以下几个方面:开发各种低W含量的通用高速钢,扩大使用各种无Co和低Co含量的高性能高速钢,以及推广使用粉末冶金高速钢(PMHSS)和涂层高速钢。
根据用途不同,高速钢可分为通用高速钢和高性能高速钢。 根据工艺方法不同,高速钢可分为熔炼高速钢和粉末冶金高速钢。
几种常用高速钢的热性能如表2所示。

表2 常用高速钢牌号的化学和热性能
1、普通高速钢
通用高速钢应用最为广泛,约占高速钢总量的75%。 通用高速钢的含碳量为0.7%~0.9%。 根据钢中钨含量的不同,可分为含钨12%或18%的钨钢,含钨6%或8%的钨钼钢,含钨2%或不含钨的钼钢。 通用高速钢刀具的磨削速度通常不会太高,磨削普通钢材时通常不低于40~60m/min。
(1)钨钢
钨钢的典型碳化物是W18钢。 W18钢的优点是渗碳时过热倾向小; 由于钒含量低,具有良好的磨削加工性能; 由于二硫化钼浓度高,因此具有较大的塑性变形阻力。 这种钢的缺点是晶粒分布常常不均匀; 硬度、硬度不够强; 热塑性较差,不宜制作大断面工具。
由于上述缺点和其他诱因,W18钢在国外的使用逐渐减少,在美国也很少使用。
(2)钨钼钢
钨钼钢是用钼代替部分钨制成的钢。 如果钨钼钢中钼不低于5%,钨不超过6%,[wW+(1.4~1.5)wMo]=12%~13%,就可以保证钼有利于硬度和硬度的影响而不影响钢的热稳定性。
钨钼钢的典型碳化物是(简称M2)。 这种钢的优点是减少了烧蚀次数和分布的不均匀性。 与W18钢相比,M2的弯曲硬度提高10%~15%,硬度提高40%以上,但大截面刀具也具有相同的硬度。 且硬度高,可以制造更大规格和更大冲击力的刀具。 钨钼钢具有非常好的热塑性和良好的磨削加工性。 是各国广泛使用的通用高速钢。
钨钼钢的热稳定性略高于W18钢。 高速铣削时,磨削性能略逊于W18钢,但低速铣削时两者无显着差异。
钨钼钢的缺点是热处理时渗碳倾向大,易氧化,渗碳温度范围窄,低温铣削性能比W18稍差。
我国生产的另一种钨钼钢是(简称W9)。 其弯曲硬度、冲击硬度和热稳定性均低于M2,但其热塑性、刀具耐用性、磨削加工性和热处理时的渗碳倾向等性能较M2有所提高。
2、高性能高速钢
高性能高速钢是降低普通高速钢中碳、钒浓度,添加钴、铝等合金元素而产生的新型硬质合金,如高碳高速钢、高钒高速钢等。 -高速钢、含钴高速钢、超硬高速钢等。
高性能高速钢根据其耐热性能可称为高火稳定性高速钢。 在630-650℃高温下,仍能保持60HRC的高强度,因而具有更好的磨削性能,但刀具耐用度是普通高速钢的1.5~3倍。 适用于奥氏体碳钢、高温合金、钛合金、超高硬度钢等难加工材料的加工。
这类钢的缺点是硬度和硬度比普通高速钢低,高钒高速钢的切削加工性较差。
这类钢的不同钢种只有在各自规定的磨削条件下使用时才能获得良好的磨削性能。 各种高性能高速钢的特性在一定程度上限制了它们的使用。
典型的碳化物有高碳高速钢、高钒高速钢、含钴高速钢和超硬高速钢等。近年来,高速钢锭发展迅速,特别是高性能钢锭为提高铣削效率而开发的高速钢。 高速钢已基本被淘汰,取而代之的是含钴高速钢和高钒钢。 国外高性能高速钢的使用量仅占高速钢使用总量的3%~5%。
(1)(简称M42)
这是应用最广泛的含钴超硬高速钢,具有良好的综合性能。 强度可达67~70HRC钢材怎么分类,600℃低温强度为55HRC,因此允许较高的磨削速率。 这些钢具有一定的硬度,且钒含量不高,因此磨削加工性良好; 钴含量有利于增强钢的渗碳强度,有利于增强钢的导热性,降低摩擦系数。 在加工耐热合金和不锈钢时,用这种钢制成的刀具比W18和M2钢具有明显更强的耐用性。 被加工材料的强度越大,疗效越明显。
这种钢由于含有较多的钴,所以价格较贵。
(二)(简称501)
这是一种含铝超硬高速钢,是我国根据我国国情独创的高性能高速钢。 铝能增强钨、钼等元素在钢中的溶解度,并能阻止碳化物长大。 因此,铝高速钢具有较高的低温强度、热塑性和硬度。 在铣削空气温度的影响下,铝可以在刀具表面生成碳化硅薄膜,减少摩擦和与切屑的粘附。 铝高速钢具有优良的磨削性能。
此类钢的热处理工艺要求严格。
3、粉末冶金高速钢
粉末冶金高速钢是将高速钢钢水用高压氢或纯氢雾化,直接获得细小的高速钢粉末,然后在低温高压下制成致密的钢坯,最后制成钢坯。被锻造和铣削成钢或切削工具用高速钢。 粉末冶金高速钢最早由德国于20世纪60年代研制成功,国内粉末冶金高速钢于1970年代开始试验。
采用粉末冶金制造的高速钢具有以下优点:无晶界碳化物,增强了钢的硬度、韧性和强度,强度值达到69~70HRC; 保证材料的各向同性,减少热处理内部挠度和变形; 切削加工性好,切削效率比冶炼高速钢强2~3倍; 耐磨性好,可提高20%~30%。
这种钢可以更轻松地制造铣削难加工材料的刀具、滚刀和插齿刀等大型刀具、精密刀具以及需要重磨削操作的复杂刀具。
碳化物
随着工业生产发展的需要,高速钢切削刀具已不能满足人们对高效率加工、高质量加工以及加工各种难加工材料的要求。 因此,在20世纪20年代和1930年代,发明了钨钴钛硬质合金。 其常温硬度高达89~93HRA,可承受800~900℃以上磨削温度,磨削速度可达100m/min,磨削效率是高速钢的5~10倍。 因此,它是世界领先的硬质合金制造商。 产值下降很快,已成为当今主要工具材料之一。 硬质合金刀具是数控加工刀具的主导产品。 在一些国家,90%以上的丝锥和55%以上的铣刀均采用硬质合金制成,而且这些趋势仍在减少。
1、硬质合金的性能特点
硬质合金是由难熔金属氮化物(如TiC、WC、TaC、NbC等)和金属结合剂(如Co、Ni等)通过粉末冶金工艺制成。 硬质合金切削刀具的性能特点如下。
(1)高强度
硬质合金的熔点高,高强度基体浓度高,因此硬质合金具有较高的常温强度。 常用硬质合金的强度为89~93HRA,远低于高速钢。 在540℃时强度仍可达到82~87HRA,相当于高速钢在室温下的强度(83~86HRA)。 硬质合金的强度值取决于基体的类型和数量、粉末颗粒的厚度以及结合剂的浓度。 基体的强度和熔点越高,硬质合金的热硬度越好; 粘结剂浓度越高,强度越低; 基体粉末越细,且粘结剂浓度一定,强度就越高。
(2)弯曲硬度和硬度
常用硬质合金的弯曲硬度为0.9~1.5GPa,远低于高速钢的硬度,仅为高速钢的1/3~1/2。 冲击韧性也较差,仅为高速钢的1/30~。 1/8。 为此,硬质合金刀具不能像高速钢那样承受较大的磨削振动和冲击载荷。 较高的粘合剂浓度导致较高的弯曲刚度但较低的强度。
(3)导热系数
由于TiC的热导率高于WC,因此WC-TiC-Co合金的热导率低于WC-Co合金,并且随着TiC浓度的降低而增大。
(4)热膨胀系数
硬质合金的热膨胀系数比高速钢小得多。 WC-TiC-Co合金的线膨胀系数比WC-Co合金小,并且随着TiC浓度的降低而降低。
(5)耐冷焊性
硬质合金与钢的冷焊温度比高速钢低,WC-TiC-Co合金与钢的冷焊温度比WC-Co合金低。
2、切削工具用硬质合金的分类及钢号规则
(一)分类
磨具用硬质合金钢牌号根据不同使用领域分为P、M、K、N、S、H六类,如表3所列。为了满足不同的使用要求,根据磨损情况磨具用硬质合金材料的电阻和硬度,每一类又分为若干组,用01、10、20等两位数数字代表组号。 如有必要,可在两个组号之间插入补充组号,用05、15、25等表示。
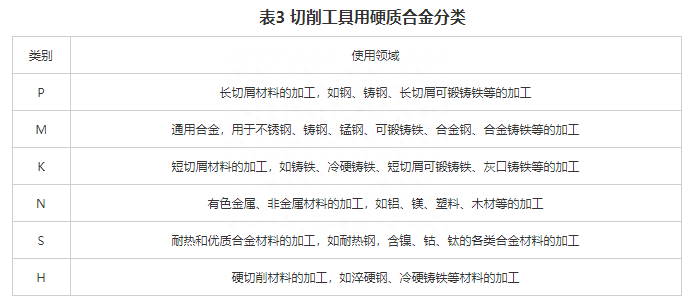
表3 磨具用硬质合金的分类
类别使用领域
P 长切屑材料的加工,如钢、铸钢、长切屑可锻铸铁等。
M通用合金,用于加工碳钢、铸钢、锰钢、可锻铸铁、合金钢、合金铸铁等。
K 短切屑材料的加工,如铸铁、冷硬铸铁、短切屑可锻铸铁、灰口铸铁等。
N 有色金属和非金属材料的加工,如铝、镁、塑料、木材等。
S 耐热钢等耐热优质合金材料的加工,含镍、钴、钛的各种合金材料的加工
H 硬铣削材料加工,如淬火钢、冷硬铸铁等材料
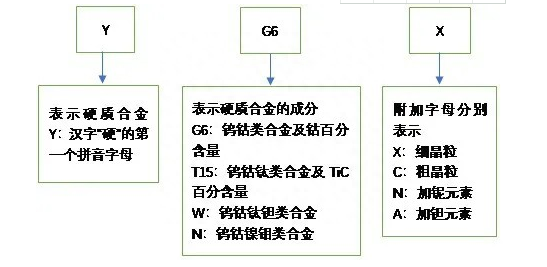
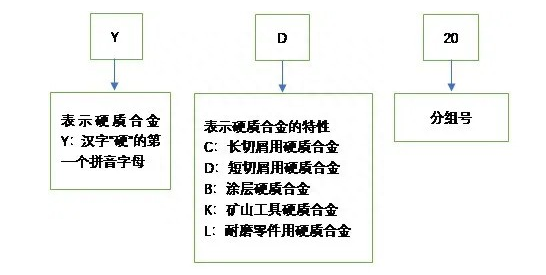
(2)钢号表示规则
① 按硬质合金的成分表示
②根据硬质合金的特性来表示
3、各牌号硬质合金的基本成分及热性能要求
表4列出了磨具用硬质合金各组的基本成分和热性能要求(摘自GB/.1-2008)。
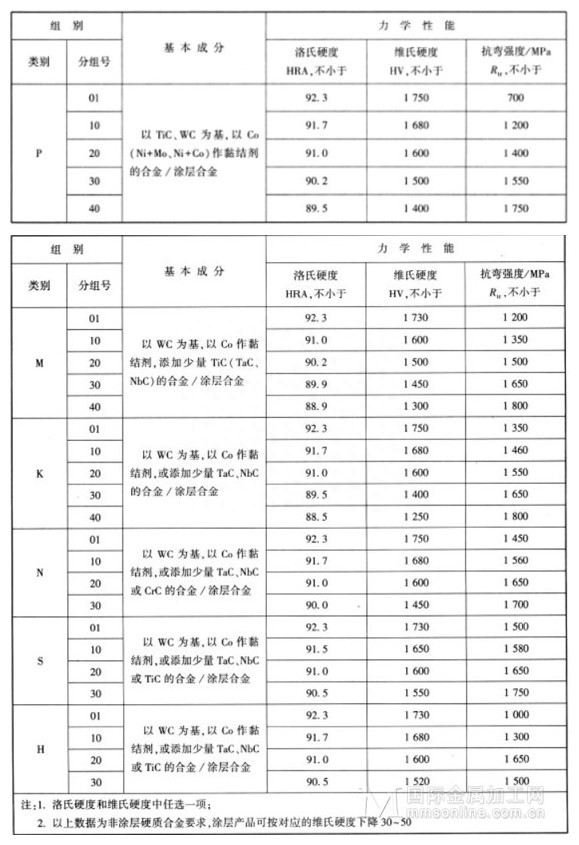
表4 硬质合金基本热性能要求
4、常用硬质合金及其性能
ISO 将铣削用硬质合金分为三类。
K级:主要成分为WC-Co,相当于我国的YG级。 用于加工短屑白色金属、有色金属和非金属材料。
P型:主要成分为WC-TiC-Co,相当于我国的YT型。 用于加工长切屑白色金属。
M级:主要成分为WC-TiC-TaC(NbC)-Co,相当于我国的YW级。 用于加工长切屑或短切屑的白色金属和有色金属。
(1)钨钴(WC+Co)
合金代号为YG,对应国标K级。 此类合金由WC和Co组成,我国生产的常用钢号有YG3X、YG6X、YG6、YG8等,数字表示Co的百分比浓度,X表示细晶界。 YG型硬质合金分为粗碳化物、中碳化物和细晶界。 通常硬质合金(如YG6、YG8)具有中等晶界。 细硬质合金硬质合金(如YG3X、YG6X)在钴含量相同时比中硬质合金具有较高的强度和耐磨性,但其弯曲硬度和硬度较低。 细硬质合金硬质合金适合加工一些特硬铸铁、奥氏体碳钢、耐热合金、钛合金、硬青铜、硬质耐磨绝缘材料等。超细硬质合金的WC碳化物为0.2~ 1μm,大部分在0.5μm以下。 由于硬质相和粘合相高度分散,减少了粘合面积。 当适当降低钴浓度时,可以在较高的强度下获得较高的弯曲硬度。
这种合金的钴浓度越高,硬度越好,适合粗加工。 钴浓度越低,精加工效果越好。 这种合金具有良好的硬度、磨削性和导热性,更适合加工形成崩角切屑并在切削刃附近作用有冲击磨削力的韧性材料。 主要用于加工铸铁、青铜等韧性材料。 适合加工钢材。 由于在640°C时发生严重粘附,刀具会被腐蚀,耐用度会增加。
(2)钨钛钴(WC+TiC+Co)
合金代号为YT,对应国标P级。 该类合金中的硬质相除WC外,还富含5%~30%的TiC。 常用的钢号有YT5、YT14、YT15和YT30。 TiC的浓度分别为5%、14%、15%和30%,相应的钴浓度为10%、8%、6%和4%。
这种合金具有高强度和耐热性。 其强度为89.5~92.5HRA,弯曲硬度为0.9~1.4GPa。 主要用于加工带状切屑的钢件等塑料材料。 合金中高TiC浓度会增强耐磨性和耐热性,但会增加硬度。 因此,粗加工时通常选择TiC浓度低的钢种,精加工时选择TiC浓度高的钢种。 主要用于加工钢铁和有色金属。 通常不用于加工含钛材料。 由于合金中的钛成分与加工材料中的钛元素有亲和力,会发生严重的粘着现象,导致刀具很快生锈。
(3)钨钛钽(铌)钴[WC+TiC+TaC(Nb)+Co]
合金代号为YW,对应国标M级。 这是在上述硬质合金成分中添加一定量的TaC(Nb)。 常用的钢号有YW1和YW2。 在YT硬质合金成分中添加一定量的TaC(Nb),可增强其弯曲硬度、疲劳硬度和冲击韧性,增强合金的低温强度和低温硬度,增强抗氧化性和耐磨性反抗。
这种硬质合金不仅适用于冷硬铸铁、有色金属及合金的半精加工,也可用于高锰钢、淬火钢、合金钢及热处理的半精加工和精加工。耐磨合金钢。 它被称为通用硬质合金。 如果适当降低这类合金的钴含量,硬度可以很高,能承受机械振动和温度周期性变化引起的热冲击,可用于间歇铣削。
以上三类硬质合金的主要成分都是WC,因此可以统称为WC基硬质合金。
(4)TiC(N)亚类(WC+TiC+Ni+Mo)
合金代号YN,TiC(N)基硬质合金是以TiC为主要成分(有的添加其他氮化物和硫化物)的TiC-Ni-Mo合金。 这种合金具有非常高的强度,90~94HRA,已达到陶瓷的水平。 具有高耐磨性和抗月牙洼腐蚀性,高耐热性和抗氧化性,物理稳定性好。 与工作材料的亲和力小,摩擦系数小,抗粘附能力强,因此刀具的耐用度可比WC基硬质合金高数倍。
TiC(N)通用硬质合金通常用于精加工和半精加工。 特别适用于大型、长形或高精度零件,但不易进行带有冲击载荷的粗加工和低速铣削。
5、新型硬质合金
(1)细硬质合金和超细硬质合金硬质合金
普通硬质合金中的WC细度为数微米,细硬质合金的平均细度为1.5μm左右。 超细硬质合金合金的细度为0.2~1μm,大部分在0.5μm以下。
由于硬质相和粘结相高度弥散在细粒硬质合金中,减少了结合面积,提高了结合硬度。 因此其强度和硬度比同成分的合金高,强度提高1.5~2HRA,弯曲硬度提高0.6~0.8GPa,但低温强度也可增强,可减少中、低速铣削时形成的崩刃现象。
超细碳化物合金生产过程中,除了采用细WC粉外,还应添加少量抑制剂来控制碳化物的生长,并采用先进的焙烧工艺,成本相对较高。 超细硬质合金多采用YG合金。 Its and wear have been , and its and have also been , which is close to high-speed steel. It is for small-sized , drill bits, etc., and can be used to high- and -to- .
(2)
tools are major in the of tool . It and wear- , thus the of and their life by 2 to 5 times. Its is quite rapid. In some , its usage for more than 1/2 of the total use of tool . Our is this kind of tools, and CN15, 1N25, CN35, CN16, CN26 and other have been used in .
(3) High-speed steel-based
With TiC or WC as the hard phase ( for 30%~40%), high-speed steel as the phase ( for 70%-60%), and by , its is high-speed steel and It time for , , heat and . The is 70~75HRC, and the wear is 6~7 times than high-speed steel. It can be used to make tools such as , , and hobs, and steel, heat- steel and non- . High-speed steel-based has poor and is prone to . Its low- is worse than that of . It and is not easy to high-speed .
of tool
1. high-speed steel and are used for of ; high- and new tool steel can be for -to- . only when high-hard or when tool meet the in , CBN and PCD be .
2. Any tool fully , , , and wear . When the steel grade of the tool , it can be based on the and of the . , wear be first. , the be as much as with of the tool. only when the tool is too and edge , can we the wear and steel with and . Under , when at low speed, the is not and is easy to occur, so it is to the steel grade of tool with good and ; when at high speed, the has the on the of tool , so steel be . Steel grade for goods with good for tool .





