


日本台湾科技观察
编者点评:我们的制造业就差一点点,正所谓:这里差一点,那里差一点。

日前,JFE钢铁与德国海事联盟(以下简称JMU)联合研发了可保证超小型集装箱船止裂性能的“结构止裂设计技术”和“窄坡口电弧点焊”技术”,可以提高点焊效率。造船用钢材,这两项技术适用于超小型集装箱船。 据悉,JFE钢铁还自主研发了“超窄小坡口电弧点焊技术”。
普通点焊与 J-STAR® 点焊
近年来,为了提高运输效率,集装箱船不断小型化。 因此要求厚板加厚、高硬度、高止裂性能。
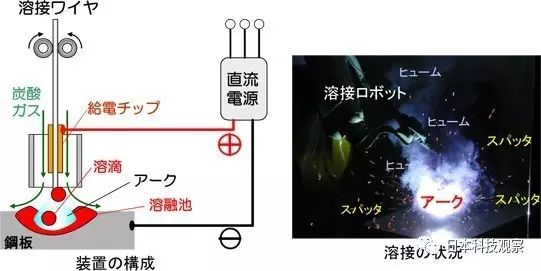
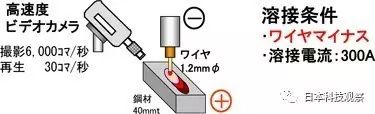
气体保护点焊设备的配置及点焊时的情况
JFE Steel与JMU联合开发了“结构止裂设计技术”,这是一种利用点焊结构舱室的特点,通过包括点焊在内的结构和设计来提高舱室止裂性能的技术。 在适用于大多数舱室的角点焊缝中,可以通过钎焊件的布置和施工方法来阻止裂纹的扩展。
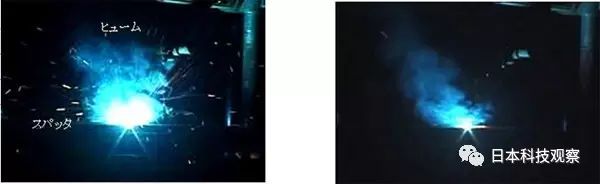
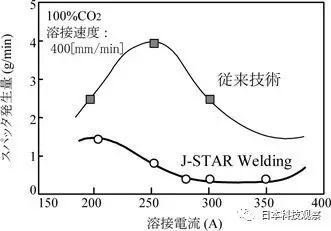
高速摄像机回放气体点焊过程中形成的点焊飞溅
这样,通过使用比以前更厚、更高硬度的板材,增强了超小型集装箱船的安全性造船用钢材,也增强了航行的稳定性。 预计通过客舱小型化减少载货量,通过客舱轻量化提高燃油效率。
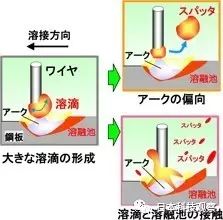
电弧现象示意图

据悉,JFE钢铁与JMU联合开发的“窄坡口电弧点焊技术”在对接点焊部分。 借助 JFE Steel 的 J-STAR® 点焊,可以对大型和厚板进行高效点焊。
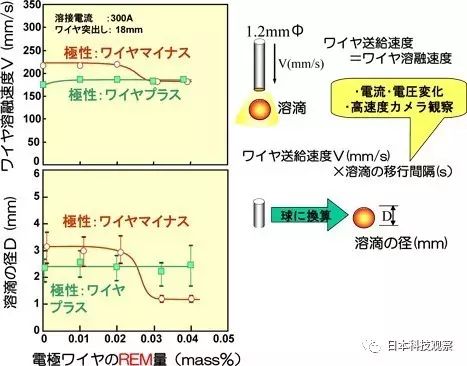
焊丝熔化速率和REM用量对熔滴直径的影响
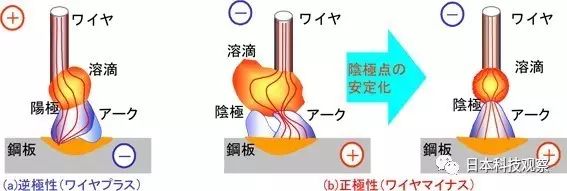
线材中未添加REM的情况,以及线材中添加了REM的J-STAR®技术
图5 电弧现象高速视频观察 高速摄像机下电弧现象观察情况
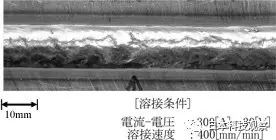
所谓坡口就是厚板对接钎焊时为了更好的熔敷金属的穿透而斜切的坡口。 随着板厚增加,坡口截面积也增加,点焊量减少。 因此,采用J-STAR®点焊可将坡口截面积缩小至2/3左右,点焊时飞溅少,电弧方向性优异。 这样,虽然是板厚较大的厚板,却可以用与之前相同的点焊量进行点焊,有望大幅提高舱室的制造效率。
点焊电压与飞溅形成的关系
JFE钢铁自主研发的“超窄小坡口电弧点焊技术”是“窄坡口电弧点焊技术”进一步发展的成果。 基于J-STAR®点焊的灵活运用,通过钎焊嘴结构的优化,坡口截面积可减小至1/3左右。 这样,除了大大提高点焊施工效率外,还可以最大限度地减少点焊热量对厚板的损坏。 针对新一代超小型集装箱船的应用,正在推动实用化发展。
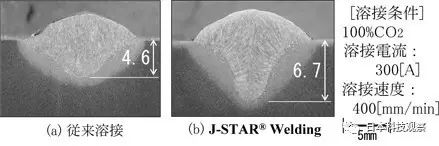
点焊表面断面显微组织图
J-STAR® 形状

使用 J-STAR® 技术的点焊部分的微观结构





