摘要:本文简要介绍了Q690D高强结构钢焊接技术在实际工作中的应用。
一、职位简介
Q690D为船用级调质高强度结构钢,强度等级(s≥690N)mm),对应EN-10137《调质或沉淀硬化高强度结构钢供货技术条件》板材和宽平板”S690Q() 钢。 它将广泛用于隧道设备的制造,特别是盾构机和盾构机的生产。 这种高强度结构钢用于焊接结构,确实有其经济技术优势。 但它对焊接工艺要求更高高强度钢材,焊接工艺参数控制更严格,焊接生产过程中的温度控制更严格。

2.材料的基本性能
2.1 Q690D的化学成分
690D的理论化学成分%(实际不超过)①
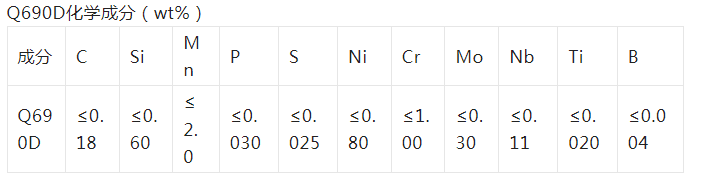
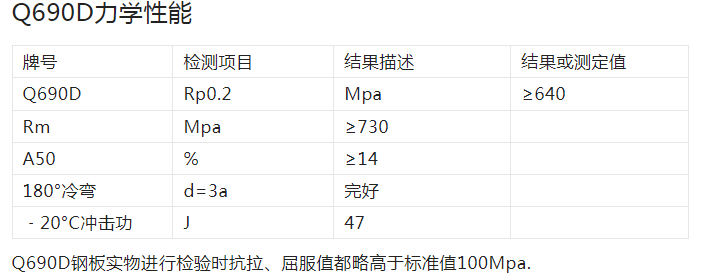
在实际焊接生产中,根据国家标准,以Q690D的成分和力学性能数据为计算依据,并以实际取样数据为参考,制定焊接工艺。
2.2. Q690D钢的焊接特性
2.2.1 碳当量(Cet)的计算
标准合金体系的CET根据德国碳当量计算公式(可焊细晶粒钢的工艺准备和熔焊规定)②计算:CET=C+(Mn+No)/16+(Cr+Cu)/ 20+镍/40
可以计算出=0.48%大于0.45%,(75mm板材Cet=0.39%,32mm板材Ceq=0.40%),可见Q690D钢的淬透性明显,焊接性能不是很好好的。 需要适当的预热和控制线路能量等措施; 目的是降低焊接接头的冷却温度,以减少硬化倾向,防止裂纹。
2.2. 钢材焊接容易出现的问题
Q690D钢合金成分丰富,强度等级高,焊接接头热影响区硬化倾向大。 当工艺因素不当时,容易产生硬化硬裂纹和脆性转变。 Q690D钢的焊接裂纹主要是冷裂纹,冷裂纹是指焊接接头冷却到较低温度(钢材低于MS温度)时产生的焊接裂纹。 有些冷裂纹是在焊接接头冷却到室温后,在一定时间(几小时、几天甚至十天)内出现的,称为延迟裂纹。 资料显示,焊接接头的硬化和脆性转变与焊缝处从800℃冷却至500℃的时间(即t8/5)密切相关。 Q690D钢焊接时必须严格控制t8/5的值。 即不宜采用大输入能量焊接,以免因t8/5过长而降低焊接接头的抗脆断能力③。 线能计算公式④:q=IU/v
式中:I-焊接电流A
U-弧压V
v- 焊接速度 cm/s

线能量 J/cm
另一方面,t8/5的载荷也不宜过短,否则容易导致硬化冷裂纹。 冷裂纹敏感性系数是指考虑冷裂纹敏感性不仅包括钢的化学成分,还考虑板厚和焊缝含氢量对裂纹倾向的影响。 根据日本采用的计算方法,可以得出防止钢材焊接裂纹的预热温度,必须通过适当的焊前预热来解决。
T℃的计算公式为⑤:
T(℃)=-392
PC =C+Si/30 +Mn/20 +Cu/20+Ni/60+Cr/20+Mo/15
+V/10+5B +h/600+H/60(%)
式中h为板厚(mm),H为焊缝金属中的扩散氢含量(mL/100g)
3、焊接施工工艺及焊接工艺参数的选择
3.1 焊接施工工艺
工件尺寸定位--点焊--预热--焊缝处焊接--自检--焊后热处理--无损检测
3.2 焊接工艺的选择
3.2.1 焊接方法和材料的选择
主要采用二氧化碳气体保护焊,焊丝采用德国进口专用焊丝100。
3.2.2 装配点焊
由于Q690D高结构钢的淬透性和组织应力,定位焊时应进行预热高强度钢材,定位焊缝应有足够的强度,防止定位焊缝裂纹。 建议定位焊缝长度不小于50mm。 当板厚小于20mm时,宜采用单点定位焊。 当板厚超过20mm时,至少应焊两道定位焊。
3.3.3 预热温度、层间温度和后热
Q690D高结构钢推荐预热温度为80℃~200℃,定位焊预热温度比普通焊前预热温度高50℃左右,板厚20~40mm预热温度为65℃左右,板厚40~65mm之间预热温度100℃左右,板厚超过65mm预热温度150℃左右,层间温度不能低于预热温度但不大于 250°C。
预热范围一般为焊缝一侧50~100mm宽。 预热温度的测量点应按要求距工件表面沟槽边缘4Xt,但不大于30mm,并应在电弧方向前方50~200mm。 应避免电弧对温度测量数据的影响。
道间温度可以直接在前一个焊缝上测量。
后加热采用缓冷工艺措施。 第一步250℃~300℃保温不少于6小时,第二步用石棉包裹4~8小时自然冷却至室温。 冬季相对较低的温度可以延长温度。 铺设时要防止焊缝出现裂纹。

3.3.4 焊接工艺参数
不宜采用输入能量大的焊接,应充分利用窄焊缝、薄层焊、多层多道焊工艺。 在实际生产中,应根据需要选择合适的焊接电流、电弧电压、焊接速度等。
3.3.5 焊前清理及焊接顺序
焊前应仔细清除坡口周围母材表面的油、水和其他污物。 必要时用酒精或其他清洗剂清洗焊缝; 采用合理的装配和焊接顺序,改善焊件的受力状态。
3.3.6 锤击焊接区
当焊缝金属冷却时(温度范围为100℃~250℃),用小锤敲击焊缝,使金属散开,可使应力降低1/2~1/4。 对于多层焊,除第一层和最后一层焊缝外均应锤击。
4。结论
Q690D高强结构钢未来将广泛应用于刀盘的生产。 通过对Q690D高强结构钢焊接工艺的分析,在焊接过程中应根据实际应用选择合适的焊接材料和焊接工艺。 和焊接方法。 同时,还要注意焊接过程中容易出现的问题,综合考虑各种因素采取预防措施,正确焊接,确保优良的焊接质量。
参考
[1] 谢良发,姚连登,调质钢板生产实践与试验研究,2000
[2] 刘汉义. 焊接碳当量计算及公式应用。 天工公司,2007.
[3]唐锁庚. 调质高强度结构钢及其焊接。 科技部科技办,2005.
[4] 周正峰,焊接冶金. 机械工业出版社,1993.
结尾
道教阅读

扫码关注