


代替GB/T 3077-1988
1 范围:本标准规定了热轧和锻造合金结构钢的尺寸、外形、重量及允许偏差、技术要求、试验方法和检验规程。
规、包装、标志和质量证明书等。本标准适用于直径或厚度不大于250mm的合金结构钢棒材。经供需双方协商,也可供应直径或厚度大于250mm的合金结构钢筋。本标准规定的牌号化学成分也适用于钢锭、钢坯及其制品。
2 引用标准: 下列标准所包含的条款,通过在本标准中引用而构成本标准的条款。在本标准发布时,显示的版本是
已验证。所有标准都会进行修订,使用本标准的各方应探讨使用下列标准的最新版本的可能性。
GB/T 222-1984 钢材化学分析取样方法及成品化学成分允许偏差
GB/T 224-1984 钢的脱碳深度测定方法
GB/T 225-1988 钢淬透性端面淬火试验方法
GB/T 226-1991 钢低倍组织及缺陷酸蚀试验方法
GB/T 228-1987 金属拉伸试验方法
GB/T 229-1994 金属夏比缺口冲击试验方法
GB/T 231-1984金属布氏硬度试验方法
GB/T 233-1982 金属镦粗试验方法
GB/T 702-1986 热轧圆钢、方钢尺寸、外形、重量及允许偏差
GB/T 908-1987 锻制圆钢、方钢尺寸、外形、重量及允许偏差
GB/T 1979-1980 结构钢低倍结构缺陷分级表
GB/T 2101-1989 钢材验收、包装、标志和质量证明书总则
GB/T 2975-1998 钢及钢材力学性能试验取样位置及制样
GB/T 4336-1984 碳钢和中低合金钢光电发射光谱分析方法
GB/T 6397-1986 金属拉伸试样
GB/T 7736-1987 钢材低倍组织及缺陷超声波检测方法
GB/T 10561-1989 钢中非金属夹杂物显微评价方法
GB/T 13299-1991 钢材显微组织评价方法
GB/T 15711-1995 钢塔发丝酸浸试验方法
GB/T 17505-1998 钢材及钢材交割通用技术条件
GB/T 17616-1998 钢及合金产品牌号统一代号
YB/T 5148-1993 金属平均晶粒度的测定
钢中各元素化学分析方法参考标准见附录A(本标准附录)。
3、订货内容按本标准订货的合同或订单应包括以下内容:
a) 标准号;
b) 产品名称;
c) 商标或统一数字代码;
d) 控制残留元素(如有要求,见 6.1.1.2);
e) 交货重量(数量):
f) 大小和形状;
g) 处理方法;
h) 交货状态;
i) 热处理状态交货(如有要求,见6.4);
j) 热镦(如果需要,见 6.7);
k) 脱碳层(如有要求,见6.8);
1)非金属夹杂物(如有要求,见6.9);
m) 特殊要求(如有要求,见 6.10)。
4 分类及代号
4.1 钢材按冶金质量分为以下三类:
a) 优质钢材:
b) 高级优质钢(牌号后加“A”);
c) 特级优质钢(牌号后加“E”)。
4.2 钢材按加工目的不同分为以下两类。钢材的加工方式应在合同中注明,未注明的,为切削加工钢材。
a) 冲压加工用钢UP
1)热压处理UHP
2)镦粗用钢UF
3)冷拔方坯UCD
b) 切割钢材 UC
5 尺寸、形状、重量及允许偏差
5.1 热轧圆钢、方钢的尺寸、外形、重量及允许偏差应符合GB/T 702的有关规定,具体要求在合同中注明。
5.2 锻制圆钢、方钢的尺寸、外形、重量及允许偏差应符合GB/T 908的有关规定,具体要求在合同中注明。
5.3 其他截面形状钢材的尺寸、外形、重量及允许偏差应符合相应标准或供需双方协议的规定,具体要求在合同中规定。
6 技术要求
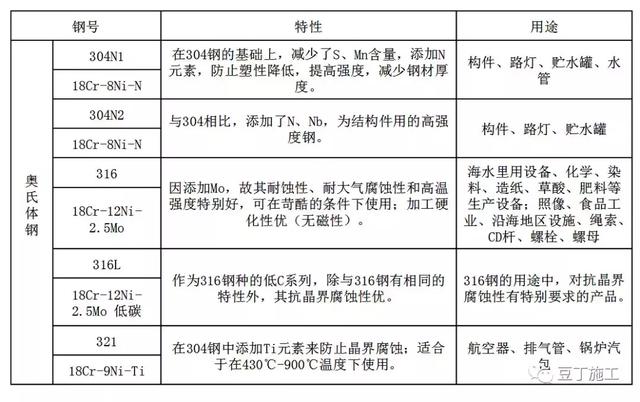
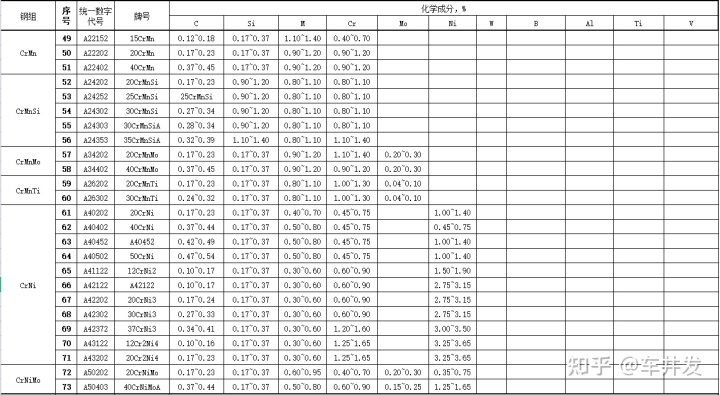
6.1 牌号及化学成分
6.1.1 钢的牌号、统一代号和化学成分(熔炼分析)应符合表1的规定。
6.1.1.1 钢中硫、磷及残留铜、铬、镍、钼的含量应符合表2的规定。
6.1.1.2 应分析钢中残余钨、钒、钛的含量,并将结果记入质量证明书。




内容有限。6.1.1.3 热压加工用钢的含铜量不应超过0.20%。表 2
6.1.2 钢材(或钢坯)的化学成分允许偏差按GB/T 222的规定执行。
6.2 冶炼方法 除合同另有规定外,冶炼方法由制造厂选择。
6.3 交货状态钢材通常以热轧或热锻状态交货。如需方要求(并在合同中注明),也可以热处理(退火、正火或高温回火)状态交货。根据供需双方协议,压力加工圆钢表面可采用车削、剥皮或其他精加工方法交货。
6.4 机械性能
6.4.1 用热处理过的毛坯制作试样,测量钢材的纵向力学性能和退火或高温回火状态下的硬度。试验结果应符合表3的要求。
6.4.1.1 当钢材尺寸小于样坯尺寸时,采用原尺寸钢材进行热处理。直径小于 16mm 的圆钢和厚度不大于 12mm 的方钢、扁钢不进行冲击试验。
6.4.2 表3所列力学性能适用于断面尺寸不大于80mm的钢材。尺寸大于80~100mm的钢材,其断后伸长率、断面收缩率和冲击吸收功分别比规定允许降低1%(绝对值)、5%(绝对值)和5%在表 3 中;对于150mm钢,断裂后伸长率、断面收缩率和冲击吸收功分别允许降低2%(绝对值)、10%(绝对值)和10%;对于尺寸大于150~250mm的钢材,断裂后的允许伸长率、断面收缩率和冲击吸收功分别降低3%(绝对值)、15%(绝对值)和15%。
6.4.3 尺寸大于80mm的钢材,允许在取样前将取样钢坯锻(轧)成70~80mm的截面。试验结果应符合表3的要求。
6.4.4 根据需方要求,以调质状态交货的钢材,用于测量力学性能的试样不进行热处理,力学性能由供方协商确定。和买家。
6.5低功率
6.5.1 钢截面酸浸低倍显微组织试件不应有肉眼可见的缩孔、气泡、裂纹、夹杂、翻样、白点、晶间裂纹。
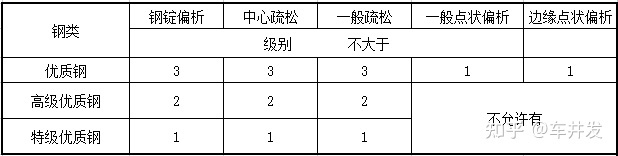
6.5.2 酸浸低倍组织等级应符合表4的规定。
6.5.2.1 钢材普通点偏析和边缘点偏析分别不应超过2.5级和1.5级。
6.5.2.2 切削用钢材允许有不超过表面缺陷允许深度的皮下夹杂物、皮下气泡等缺陷。
6.5.2.3 如供方能保证低倍检验合格,可采用超声波探伤法或其他无损探伤方法代替酸浸法低倍检验。
6.6 表面质量
6.6.1 压力加工用钢材表面不得有裂纹、结疤、折叠和夹杂。必须清除上述缺陷时,清除深度应按钢材实际尺寸计算钢材质量证明书下载,并满足表5的要求。清除宽度不应小于深度的5倍,最大清除深度同一节中不得超过一个。与实际尺寸相比,允许存在深度不大于0.2mm的个别小划痕、压痕、麻点和小裂纹。






6.6.2 用于切削的钢材表面按钢材公称尺寸计算,允许有不超过表6规定的局部缺陷。
6.7 热镦按需方要求(并在合同中注明),热镦用钢材应进行热镦试验,试验后试样高度等于原试样高度.
1/3,加锻后试样不得有裂纹和裂纹。对于尺寸大于80mm的钢材,供方能保证合格的可不进行试验。
6.8 脱碳层按需方要求(并在合同中注明),含碳量大于0.30%的钢材应检查脱碳层,每面总脱碳层深度应通过显微组织检查法(铁素体十过渡层)不大于钢材直径或厚度的1.5%。
6.9 非金属夹杂物 根据需方要求,可检验钢材非金属夹杂物,合格等级由供需双方协议规定。
6.10 特殊要求根据需方要求,经供需双方协商,并在合同中注明,可提供具有下列特殊要求的钢材:
a) 可提出缩小或放宽表1所列牌号化学成分范围的要求;
b) 硫含量范围控制在0.015%~0.040%;
c) 可提供规定淬透性要求的钢材,端部淬透性按GB/T225检测。供需双方也可协商采用计算机测量淬透性钢材质量证明书下载,商定一种计算方法来代替端面淬火试验;
d) 可提供晶粒度不小于5级的细晶粒钢;
e) 可用于塔形检测;
f) 可用于显微组织检查;
g) 可用于V型缺口冲击;
h) 其他。
8 检验规则
8.1 检查验收
8.1.1 钢材出厂检验验收由供方质量技术监督部门负责。
8.1.2 供方必须保证交付的钢材符合本标准或合同的规定。必要时,需方有权验收本标准或合同规定的任何检验项目。
8.2 批次规则 钢材应分批检验验收,每批由同一牌号、同一炉罐号、同一加工方法、同一规格、同一交货状态、同一热处理制度(热)的钢材组成. 电渣重熔法冶炼的钢材,在工艺稳定且能保证本标准要求的情况下,允许以自耗电极的冶炼母炉号分批交货。
8.3 取样数量和取样位置 每批钢的取样数量和取样位置应符合表 7 的规定。 1个,其他检测项目各1个样品。电渣钢按熔炼主炉号配批时,取样数量按表7规定,但化学成分仍为每个电渣炉号1个。
8.4 复验判定规则
8.4.1 钢材复检判定规则按GB/T 17505执行。
8.4.2 供方在保证钢材合格的情况下,允许钢材的力学性能、低倍组织、非金属夹杂物检测结果以钢坯代替材料,以大代小。同一炉号的钢材或钢坯。
9、包装、标志和质量证明书 钢材的包装、标志和质量证明书应符合GB/T 2101的有关规定。





