


1、白钢刀不能旋转太快。
2.对于铜制品的粗加工,少用白钢刀,多用飞刀或合金刀。
3、当工件过高时,应采用不同长度的刀具分层粗化。
4、用大刀粗切后,用小刀将剩余材料去除,确保剩余量一致后再抛光刀。
5、加工平面应选用平底铣刀,少用球头铣刀,以减少加工时间。
6、铜工清理边角时,首先检查边角上的R尺寸,然后确定使用什么尺寸的球刀。
7、校准面的四个角应平整。
8、当坡度为整数时,应采用坡度铣刀进行加工,如管位等。
9、做每道工序前,要想清楚前道工序加工后的剩余量,避免空切或过度加工。
10. 尽量在一侧使用简单的刀具路径,例如轮廓加工和切槽,并避免周围和等高。
11. 走WCUT时,如果能走,就不要走ROUGH。
12、抛光外观时,先粗抛,再抛光。 如果工件太高,应先打磨边缘,再打磨底部。
13、合理设置公差,平衡加工精度和计算机计算时间。粗加工时,公差设置为余量
1/5,使用光刀时,公差设置为0.01。
14.多做一些流程,减少闲置时间。 多一点思考,减少犯错的机会。 多做辅助线、辅助面,改善加工条件。
15、树立责任意识,认真检查每一个参数,避免返工。
16、勤于学习,善于思考,持续改进。 铣削非平面时,多使用球刀而不是立铣刀,并且不要害怕切削刀具;
小刀清理棱角,大刀削尖;
编程注意事项:
1、将图纸文件转换到加工软件中,并确定X、Y、Z值。 根据机床和材料特性选择刀具,确定速度、进给量和切削量。
2、工件加工方向和放置。 原则上,X方向为长尺寸,Y方向为短尺寸。 。
3、将工件最高点移至Z零点有两个目的:防止程序中忘记设置安全高度而引起碰撞,防止加工深度反映刀具的保守加工深度。
4. 根据实际情况,相应地添加或删除曲面。 例如,应使用骨骼位置的铜表面作为加固表面。 刀片的线切削面应为0.5mm(至少),以防止刀具加工线切削面。 在尖角处制作R面,以避免尖角处损坏刀具。
5、磨光面留0.05mm余量,供FIT模具使用。 对于磨面的一些重要区域,留有0.1mm的余量。 周边PL面加工到位,小模后模PL面胶位距0.08mm间隙15mm。 大模具间隙0.13mm。
6、飞刀粗加工钢材时,Z向切削量为0.5~0.7mm。 粗加工铜材时,Z切削量为1mm~1.5mm(内部粗加工1.0mm,参考刃粗加工1.5mm),其他要点如下:对于中间特殊形状的铜引脚,粗加工时选择非异形范围。 中间用光刀切割时底部留有1mm余量,防止粗加工时铜销底部边缘接触铜销。
7、精铣前,必须用较小直径的铣刀粗略地清除拐角余量。 在无法清除拐角的地方,必须用曲面挡住,避免精铣时因拐角余量过大而损坏刀具。 确保精铣时余量均匀。
8、使用UG软件进行2D面铣时,侧壁应留有0.4mm,以防止容易过切的一侧过切。
9、UG软件修整的刀具轨迹,退刀时容易碰伤。 建议不要使用或单独进行后处理。
10、UG软件的切削方式遵循外围加工,很多岛或角无法加工。 建议采用跟随工件的方法进行加工。
11、通工创游工施工图分别填写2个方案清单。
12、使用直径为63R6、40R6、30R5的飞刀粗加工时,侧壁一侧应留0.6~0的余量。 8MM底部留0.3mm。 不能出现踩刀现象,不能使用63R6加工范围小的内框。 使用直径为32R0.8、25R0.8、20R0.8、16R0.8的刀具进行半精加工时,重新加工较大的平面,确保底部留有0.15mm,以便下一把刀具可以直接精加工工件的底部。
13、粗加工一般尺寸钢材时,尽量先用30R5。 对于较大的钢材,尽量使用63R6或50R5刀具。
14、使用合金刀精加工钢材直角面时,Z切削量为1mm,使用刀柄时,Z切削量为0.5mm。
15、粗加工铜公时,模母材Z正方向增加+5mm,XY方向单边增加+3mm。
16、露铜粗糙度在70mm以下时使用M16工具,高度在70~85mm之间使用M20工具,高度在85~115mm之间使用M25工具,高度超过115mm时使用M25工具。
上述加工采用直径为25R0.8、32R0.8的飞刀柄。
17、铜公2D轮廓刀路,高度50mm以下使用M12刀具,高度50~70mm使用M16刀具,高度70~85mm使用M20刀具,高度85~115mm使用M25刀具,高度使用M25高度超过 115 毫米的工具。 以上是采用直径为25R0.8、32R0.8的飞刀柄加工而成。
18、平行精铣时,按平行精加工最佳轮廓参数表设定。 精铣前尽量留少量余量,钢材为0.1~0.2mm,铜材为0.2~0.5mm。 请勿使用R刀 大面积的平面。
19、螺旋切削、外部进给的Z切削中,切削速度F/m为铜/m。 内部快速运动(模具结束)进给钢/米铜/米(必须直接到G01)。
20、所有骨头的铜加固表面必须用R刀打毛。
21、所有铜开式粗加工程序增加4.5mm,减少了操作者的飞料时间,提高了效率。 钢料先夹紧后出程序模胚钢材,用程序飞料。 留出 0.2mm 的余量用于铜公头的粗化。 铜公头底部留0.25mm。 防止基板铣削的余量。
22、精铣铜公共曲面时,建议优先采用“平行+等高”加工方式,即平行55度,高52度,重叠3度。
23、原则上,铜厘米中间有四个角。 其中一个角对应模具基准角倒角C6,其余三个角为圆角R2。 对于较大的铜制品,C 角和 R 角可以相应增大。
24、用白钢刀加工铜公形时,火花位置参数应比要求负0.015mm。
25、为防止骨位铜销加工时变形,可适当加大粗加工单边余量(0.4mm余量),不进行中光加工(粗加工后直接精加工)。
26、电极垂直边缘采用单刀刀具采用可变步距加工。设置附加0.03/0.15两块钱
27、电极粗加工余量0.25/0.15mm,表面光洁度0.1mm。
28、编译刀具路径并计算表面公差:粗化0.05mm,粗化0.025mm,光刀钢材0.008mm(铜径0.005mm)。
25、拆铜杆时考虑的原则:加工可行性、实用性、强度足够不变形、加工容易、铜杆成本、外观美观、拆铜杆越少越好。 对于对称的产品,应加工左右铜棒。 当将形状相似的铜销移动在一起加工时,要注意差异(例如增加额外的斜角或R角)。
26、拆卸铜销时,两铜销之间的接合处应延长1mm。

27、应将拆下的铜销插入工件中,仔细检查是否有干涉现象。 应检查近似对称的铜引脚是否完全对称。 平移、旋转加工的铜销应检查是否可以平移或旋转加工。
28.普通铜公火花位
规格 铜公头尺寸 火花位置 备注 特粗公头 粗公头 小公头
大铜公头 250*150 1.0/S 0.5/S 0.15/S
大通功 120*80~250*1501.0/S 0.4/S 0.12/S
普通铜公头 45*30~120*800.35/S 0.1/S
小铜锣﹤45*30 0.25/S0.08/S
骨位铜公火花位
规格: 铜公头厚度(小端):当火花位铜公头高度小于4mm时,只制作1个小公头。 如果大于4毫米,则制作一粗一小或二小公。
加厚铜公头>1.3 0.15/S0.08/S
普通铜公头 0.9~1.3 0.08/S
细铜公头<0.9 0.06/S
1、明确程序员的职责——他对模具整个CNC制造过程的加工质量、加工效率、成本控制、误差控制全面负责。
2、编程人员在收到新模具时,必须了解模具的要求、模具结构的合理性、前后模所用的钢材、产品公差要求、塑料材料等。识别出胶在哪里
位置,哪里是PL面,哪里是穿透,哪里是摩擦,哪里可以避开。
3、程序员收到新模具后,原则上会尽快开一份铜料清单,并填写清楚。
订购前必须将铜销拆开。 可以不修剪,但必须是手掌大小。 确定铜针代码和火花钻头尺寸。 第一批铜材必须在2天内发出,所有铜材必须在10天内发出。 物料清单可分为4次。
4、同工主、小工施工图分别填写两张施工图。 火花位置必须填入指定位置
地方。 对于可以在旧机床上加工的工件,请在施工图的机床栏和相应的机床上打“√”号。 对于必须高速加工的工件,请在备注栏中注明。 对于CNC施工图中无法完全表达方位的工件,必须附上打印的方位图,以便一目了然。 钢材必须亲自与实际工件进行比较,以确认参考方向、工件尺寸和加工表面。
5、钢材粗加工时,Z向切削量为0.5-0.7mm。 粗加工铜材时,Z切削量为1.0-1.5mm(内部粗加工1.0mm,基边粗加工1.5mm)。
6、平行精铣时,最大设定值按《平行精加工最佳轮廓参数表》设定。 精铣前的余量应尽可能小,钢材0.10-0.2mm。 铜材0.2--0.5mm。 请勿在大表面上使用 R 刀。
7. 在磨穿面或凹凸面留出0.05mm的余量以进行FIT成型。 对于一些重要区域较小的擦穿面,在凹凸面留出0.1mm的余量,周围的PL面要加工到位。较大的后模PL面密封胶向外18mm
可避免的间隙为0.10mm(由部门负责人确定)。
8、用F速度快速切割至3mm高度(相对于加工深度)。 正常切割的F速度始终为300mm/m。 螺旋切削和外部进给的 Z 切削的 F 速度始终为 900 mm/m。 步进区 Z 切刀的 F 速度始终为 150mm/m,内部快速移动的 F 速度始终为 /m(必须使用 G01)。
9、使用Φ63R6、Φ40R6、Φ30R5飞刀粗加工时,一侧留有0.8mm的余量。 不能出现踩刀现象,不能用Φ63R6加工加工范围较小的内框。 粗加工出凹槽后,应使用同一把刀具重新加工较大的平面,确保底部留有0.2毫米的余量,以便下一把刀具可以直接精加工工件的底部。

10、精铣前,必须用直径较小的刀具粗略清理拐角余量。
方形、曲面必须做挡边处理,避免精铣时因转角余量过大而造成刀具损坏。
11、无法准确确定刀具长度。 如果需要使用加长喷嘴或锥头刀,必须在施工图上注明“请使用加长喷嘴”。 必须明确说明工具的伸出长度、工具和手柄的直线位置+工具伸出的总长度。
12、粗加工铜销时,尽量不要采用多面切槽切削方式,以提高加工效率,优先采用多面等高轮廓切削方式。
13、拆卸铜针时,一定要检查手掌底部是否足够,避免空气。 务必将拆下的铜销插入需要火花加工的工件中,并仔细着色,检查是否足够,避免空气。 对于近似对称的铜管脚,检查其是否完全对称,空位是否全部相同。 不要自以为是,不去检查。
14、加工后的铜必须符合标准:
⑴尺寸准确,公差:小公±0.02mm,粗公±0.04mm;
⑵不变形;
⑶刀纹清晰,无特别粗糙的刀纹;
⑷线路清晰,刀连接处无台阶;
⑸ 没有明显难以脱除的斗篷;
⑹掌底厚度保证15-25毫米,标准为20毫米;
⑺铜码正确;
⑻火花水平应降低到参考位置附近。
15、拆通工时考虑的原则:
⑴加工可行性;
⑵ 实用;
⑶ 强度足够,不变形;
⑷易于加工;
⑸铜成本;
⑹ 外形美观;
⑺拆铜越少越好;
⑻对于对称的产品,尽量将左右铜脚放在一起,错开加工。
16. 工具使用参考指南
⑴粗加工一般尺寸钢材时尽量采用Φ30R5,较大钢材时尽量采用Φ63R6;
⑵ 开铜厚度在70mm以下,使用M16工具; 对于 70 至 85mm 之间的高度,请使用 M20 工具; 对于高度在 85 至 120mm 之间,请使用 M25 工具; 120mm以上铜面采用Φ25R0.8、Φ32R0.8飞刀柄; 明天程序员早上下机前会检查一下。 必须在半夜从机器上取出的工件,第二天会由机器操作员领导检查,并由程序员确认。对于大型工件,班组长或业务员会通知技术员来取工件。
\COR-1.MC8(后模铜公1个,含刀路)
\COR-CNC.MC8(后模刀具轨迹图)
\IN\IN.MC8(照片3D图片
及相册(铜画)
\SL\SLA.MC8(线路A3D图和敷铜图)
\SLA-1.MC8(A 排铜 1,包括刀具路径)
\xD\xDA.MC8(菱形A3D图及其铜图)
\xDA-1.MC8(菱形A铜公1,含刀具路径)
\EDM\*.MC8(所有火花碰撞图片)
\EDW\*.MC8(所有线切割图、一模改型图、二模改型图
21.CNC内部共享文件\\CNC1\CNC\*.*
22、星火数纸要简洁、清晰、易懂。同工图的线条要粗一些,并尽量
使用
整数维度。 铜销的参考角度应清晰标明,包括模具编号、铜销编号、铜销3D图、火花位置尺寸、注意事项(连接顺序、转接加工、旋转加工、后处理) - 拆镶件后的加工,铜针线切割)等),由程序员签字确认,并由部门主管审核(具体以模板为准)。
23、铜母线切割图纸必须简洁、清晰、易懂。需要切割的地方使用剖面线。
要表达就必须有模具号、铜号、火花位尺寸、电脑图参考位置。
设置、线切割坡度大小、注意事项、电脑图网址、程序员签名确认、
由部门负责人审核(具体根据模板)。
在加工程序的编制中,正确运用方法和技术,对于保证和提高数控机床的加工精度具有重要意义。 笔者在长期实践中积累了一些编程经验,现介绍如下。
1 消除公差带位置的影响
许多零件的尺寸标注了公差,公差带的位置不能一致。 但数控程序一般是根据零件的轮廓,即根据零件的基本尺寸来编制的,忽略了公差带。
位置的影响。 这样,即使数控机床精度很高,加工出来的零件也可能达不到其尺寸公差要求。
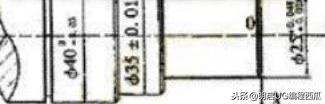
图1
如图1零件所示,Φ40尺寸为基轴系,Φ35尺寸为基于基孔系的过渡配合,Φ25尺寸为基于基孔系的过盈配合。 三个尺寸的公差带位置不同。 如果编程仍然基于 基本尺寸为 Ø40、Ø35 和Ø25。 不考虑公差带位置的影响,某尺寸的加工可能达不到要求。 有2种方法可以解决这个问题:
1)按基本尺寸编程,采用半径补偿考虑公差带位置,即仍按零件基本尺寸计算编程,各处使用同一把车刀加工外圆,加工不同公差带位置的尺寸时,使用
刀具半径补偿值不同。 采用这种方法,首先需要知道刀尖圆弧半径(该零件的加工轨迹平行于X轴和Z轴,所以不需要知道刀尖圆弧半径),所以使用不方便,只能应用于某些数控系统。
2)改变基本尺寸和公差带位置是指在保证零件极限尺寸不变的情况下,调整基本尺寸和公差带位置。 一般按对称公差带调整。 调整后的基本尺寸和公差如图2所示。根据调整后的基本尺寸进行编程,以便精加工时使用相同的车刀和相同的刀具补偿值(本例中加工轨迹平行于X、Z轴,无需刀具补偿),可保证加工精度。 当然,如果零件最后需要精加工(如精磨),为了保证足够的磨削余量,基本尺寸也可以稍微增大(这种情况下,公差带就会不对称)。
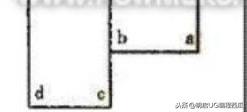
图2
2 消除机床间隙的影响
数控机床在使用时间较长或由于自身传动系统结构原因,可能会出现反向死区误差。 这时,在CNC编程加工时可以采取一些措施,消除反向死区误差,提高加工精度。 当被加工零件的尺寸精度接近数控机床的重复定位精度时,这一点尤其重要。
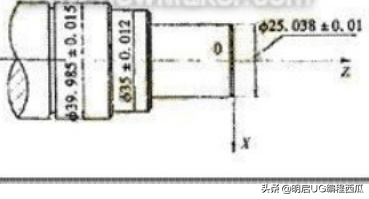
图3
1)如图3所示,精加工工件的轮廓为a→b→c→d。 采用图4所示的刀具移动路径是不合适的,因为①→②的移动方向与③→④相反。 会发生反弹。 例如,如果将刀具移动路径改为图5所示,则精加工时,刀具径向移动保持尺寸连续增大的趋势,轴向移动保持连续向左的趋势在尺寸上,从而消除了机床 齿隙的影响。
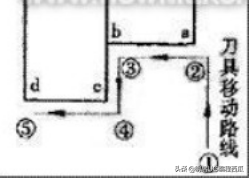
图4
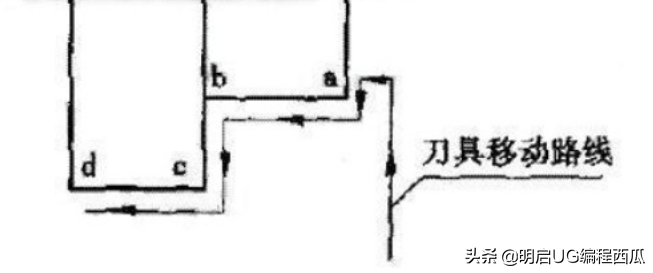
图5
2)如图6所示,工件的①、②、③、④孔的孔距必须精确。 假设编程坐标系原点为工件中心点,对刀点(程序起点)也为同一点。 例如刀具移动路线为:原点O→①
→②→③→④孔,会出现反向间隙。 比如改为:原点O→A→①→②→③→④,即X、Y方向的尺寸保持连续减小或增大的趋势,如保持连续增量难度编程并递减。 然后应添加一个过渡点,如图7中的B点。刀具运动为A→①→②→③→④,这样就可以消除机床的反向间隙。
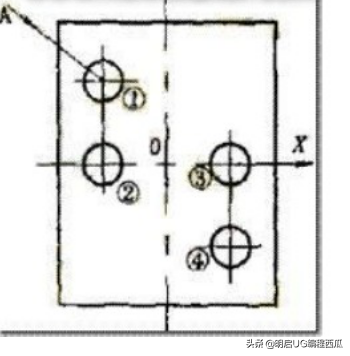
图6
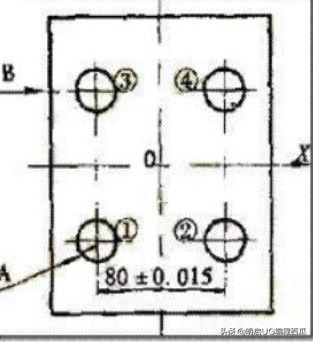
图7
3 减少数控系统累积误差的影响
CNC系统在快速运动和插补操作时会产生累积误差。 当达到一定值时,就会引起机床的运动和定位误差模胚钢材,影响加工精度。 以下措施可以减少数控系统的累积误差。
尝试使用绝对编程。 绝对式编程是基于某个固定点(工件坐标原点)。 每个程序和整个加工过程都是以此为基础的。 增量编程是基于前一点的,连续执行多个程序必然会产生累积错误。
当插入回参考点指令,机床返回参考点时,各坐标将被清零,从而消除数控系统运行中的累积误差。 在长程序中适当插入参考点返回指令有利于保证加工精度。 当需要更换工具时,可以返回参考点更换工具,从而一石二鸟。
我是一名数控编程老师。 如果您想领取免费学习资料,可以在下方评论中回复“UG”即可领取。





