


Q345是钢材。 它是低合金钢(C
Q345具有良好的综合力学性能、可接受的低温性能、良好的塑性和焊接性。 用作中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动载荷的结构、机械零部件、建筑结构及一般结构。 金属结构件,在热轧或正火状态下使用,可用于-40℃以下寒冷地区的各种结构。
级别分类
Q345按牌号可分为Q345A、Q345B、Q345C、Q345D和Q345E。 它们所代表的主要是撞击的温度不同。
Q345A级别不做冲击;
Q345B级,是常温冲击20度;
Q345C级别,是0度冲击;
Q345D级,-20度冲击;
Q345E级是-40度冲击。
在不同的冲击温度下,冲击值也不同。
化学成分
Q345A:C≤0.20、Mn≤1.7、Si≤0.55、P≤0.045、S≤0.045、V 0.02~0.15;
Q345B:C≤0.20、Mn≤1.7、Si≤0.55、P≤0.040、S≤0.040、V 0.02~0.15;
Q345C:C≤0.20、Mn≤1.7、Si≤0.55、P≤0.035、S≤0.035、V 0.02~0.15、Al≥0.015;
Q345D:C≤0.20、Mn≤1.7、Si≤0.55、P≤0.030、S≤0.030、V 0.02~0.15、Al≥0.015;
Q345E:C≤0.20、Mn≤1.7、Si≤0.55、P≤0.025、S≤0.025、V 0.02~0.15、Al≥0.015;
比较 16Mn
Q345钢是许多旧钢种如12MnV、18Nb、16Mn等的替代品,而不仅仅是取代16Mn钢。 从化学成分上来说,16Mn和Q345也不同。
更重要的是,两种钢材根据屈服强度不同,其厚度分组尺寸存在较大差异,这必然会造成一定厚度材料许用应力的变化。 因此,简单地将16Mn钢的许用应力套用到Q345钢上是不合适的。 相反,应根据新的钢材厚度组尺寸重新确定许用应力。
Q345钢主要成分元素的比例与16Mn钢基本相同。 不同的是添加了V、Ti、Nb等微量合金元素。 少量的V、Ti、Nb合金元素可以细化晶粒,大大提高钢的韧性,大大提高钢的综合力学性能。
也正是因为如此钢材抗拉强度屈服强度钢材抗拉强度屈服强度,钢板的厚度才能做得更大。 因此,Q345钢的综合力学性能应优于16Mn钢,特别是其低温性能,这是16Mn钢所不具备的。 Q345钢的许用应力略高于16Mn钢。
性能对比
Q345D无缝管机械性能:
拉伸强度:490-675 屈服强度:≥345 伸长率:≥22
Q345B无缝管机械性能:
拉伸强度:490-675 屈服强度:≥345 伸长率:≥21
Q345A无缝管机械性能:
拉伸强度:490-675 屈服强度:≥345 伸长率:≥21
Q345C无缝管机械性能:
拉伸强度:490-675 屈服强度:≥345 伸长率:≥22
Q345E无缝管机械性能:
拉伸强度:490-675 屈服强度:≥345 伸长率:≥22
产品系列
Q345D钢与Q345A、B、C钢进行比较。 低温冲击功的试验温度较低。 很好的表现。 有害物质P、S含量低于Q345A、B、C。
市场价格高于Q345A、B、C。
Q345d定义:①由Q+数字+质量等级符号+脱氧方法符号组成。 其钢号前缀为“Q”,代表该钢的屈服点。 以下数字表示屈服点值(MPa)。 例如,Q235代表屈服点(σs)为的碳素结构钢。
② 必要时可在钢号后标明表示质量等级和脱氧方法的符号。 质量等级符号分别为A、B、C、D。
脱氧方法符号:F代表沸腾钢; b代表半镇静钢; Z代表镇静钢; TZ代表特殊镇静钢。 镇静钢可以不标注符号,即Z和TZ都可以不标注。 例如Q235-AF代表A级沸腾钢。
③特殊用途碳素钢,如桥梁钢、船用钢等,基本采用碳素结构钢的表示方法,但在钢号末尾附加表明用途的字母。
Q345(低合金高强度钢)摘自网络相关资料
材质介绍
1、Q345化学成分如下(%):
图片
2、Q345C力学性能如下(%):
图片
当壁厚在16-35mm之间时,σs≥; 当壁厚在35-50mm之间时,σs≥
2、Q345钢的焊接特性
2.1 碳当量(Ceq)的计算

Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5
计算Ceq=0.49%,大于0.45%。 可见Q345钢的焊接性能不是很好,焊接时需要制定严格的工艺措施。
2.2 Q345钢焊接过程中易出现的问题
2.2.1 热影响区硬化倾向
Q345钢在焊接和冷却过程中,热影响区易形成淬火组织——马氏体,使近焊缝区硬度升高,塑性降低。 结果是焊后开裂。
2.2.2 冷裂纹敏感性
Q345钢的焊接裂纹主要是冷裂纹。
焊接施工工艺
坡口准备→点焊→预热→内焊→背根清理(碳弧气刨)→外焊→内焊→自检/专检→焊后热处理→无损检测(焊缝质量第一-类合格)
焊接工艺参数的选择
通过对Q345钢焊接性的分析,制定措施如下:
1、焊接材料的选择
由于Q345钢冷裂倾向较大,应选用低氢焊接材料。 同时考虑到焊接接头应与母材一样坚固的原则,应选用E5015(J507)型焊条。
化学成分如下表所示(%):
图片
机械性能如下表所示:
图片
(抗拉强度应大于屈服强度)
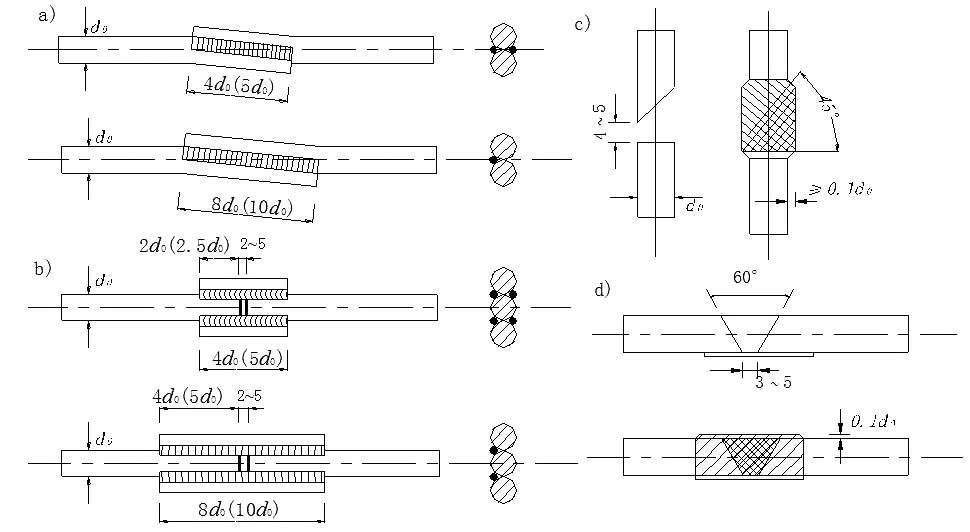
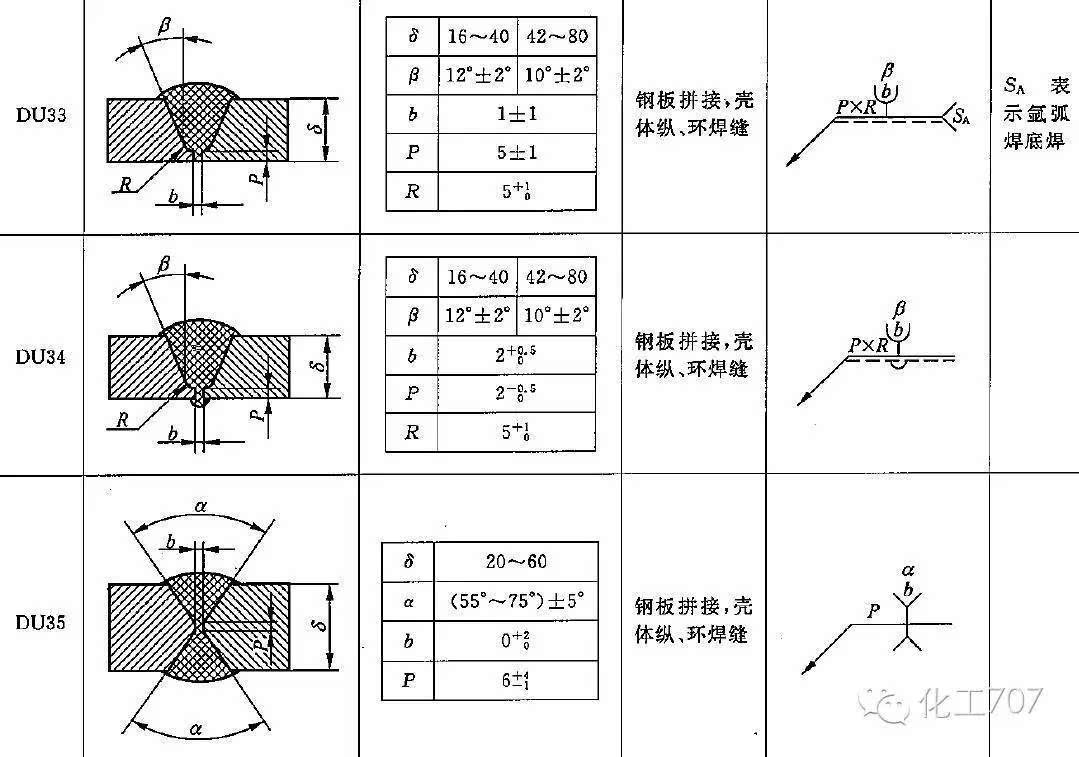
2、坡口形式:(按图纸及设备提供)
3、焊接方式:手工电弧焊(D)。
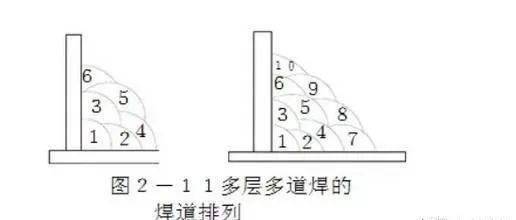
4、焊接电流:为避免焊缝组织粗大,造成冲击韧性下降,必须采用小规格焊接。 具体措施是:选择小直径焊条、窄焊缝、薄焊层、多层多道焊接工艺(焊接顺序如图1所示)。 焊道宽度不应大于焊条宽度的3倍,焊层厚度不应大于5mm。 第一至第三层采用Ф3.2焊条,焊接电流100-130A; 第四至第六层采用Ф4.0焊条,焊接电流120-180A。
5、预热温度:由于Q345钢的Ceq>0.45%,故焊前应预热。 预热温度T0=100-150℃,层间温度Ti≤400℃。
6、焊后热处理参数:为了减少焊接残余应力,降低焊缝中的氢含量,改善焊缝的金属组织和性能,焊缝应对焊后进行热处理。 热处理温度为:600-640℃,恒温时间2小时(板厚40mm时),升降温速率125℃/h。
注:根据国家标准,Q345系列钢材统一改为Q355钢材,但文中信息仍可参考。





