


王丽霞 1、臧淼 2、张阔斌 1
摘要:MAS轧机法是一种控制中型钢板平面形状的方法。 它在成形和紊流的最后道次中进行变压缩,旋转90°,然后铣削以获得菱形程度较高的厚板。 轧制油压和手动系统翻新后,满足了应用MAS轧机方法的设备条件。 根据现有的平面形状控制模型,研究了模型参数的含义,并根据现场不同的产品尺寸进行了工业试验,优化了模型参数,有效减少了产品头、尾、边缘的不规则变形。厚板,增强了厚板的圆度。 整形程度提高成品率0.8%。
关键词:MAS轧机法; 中型钢板; 滚动; 应用
0前言
平面形状控制的目的是减少厚板头尾的鱼尾形、唇形、边缘的鼓起、下垂、镰刀形等不规则变形的损失,提高板材的圆整度。最终厚板,从而减少板材的厚度。 板材的头、尾、边修边量[1]。 20世纪70年代后,由于中钢板采用高精度、快速响应的液压AGC装置和高精度光学仪器,可以采用多种平面形状控制方法。 最常用的是MAS轧机法和狗骨轧机法。 、差厚串扰轧机法、立辊法等。20世纪90年代,MAS平面成形技术在我国得到广泛阐述。 由于当时设备能力、自动控制水平以及追求产值的需要,MAS轧机技术并未得到应用。 近年来,通过不断的技术改造和引进,国外钢板轧制的武器和控制水平已经配备了MAS轧机技术[2]。 2015年,对两条轧制线的液压和手动轧制系统进行了改造。 ,满足了平面板形控制功能输入的设备条件,并于2016年初实现了在线MAS轧机方法。
1MAS平面形状控制原理
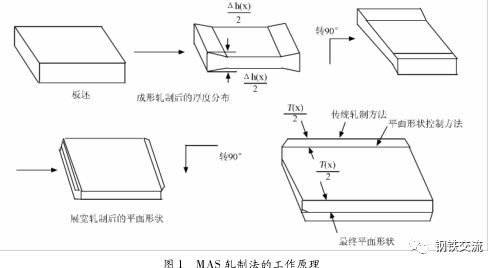
MAS轧机方法的工作原理如图1所示。为了控制轧件侧面的形状,在最后拉伸过程中使用水平辊对湍流表面施加可变压缩。 若卷材侧面形状为凸形,则卷材中部的压缩量应小于两端; 如果轧件的侧面形状是凸形的,则两端的压缩量应小于中间部分。 将这些不等厚的轧件旋转90°,然后用轧机轧制,即可得到侧面平整的轧件。 这些方法称为形成 MAS 方法。 同理,如果在交叉轧制后的一个道次中对延伸面施加可变压缩,并将轧机旋转90°,则可以控制后端和前端,称为串扰MAS轧机方法。
MAS平面形状控制模型具有手动参数设置界面,分为成形阶段和串扰阶段两个模块。 通常,PVPC模型根据钢坯、成品尺寸和模型设置参数手动估算钢坯轧机方向的板厚分布曲线。 如果观察到实际板形不好,实际检测值不理想,可以自动调整dh修正量。 ,然后模型手动修正其他参数值以达到最佳治疗效果。
压入深度的调节需要HGC液压缸遵循并匹配合适的速度控制策略,以满足长度控制过程中HGC液压缸对辊缝的调节要求,使得最后道次的长度差在成形和串扰阶段内的坯料条带在宽度方向上对称分布,最终实现厚板边缘形状的良好控制,从而控制切边量,提高成品率。 唐钢中钢板轧制翻新后,轧制单侧液压缸由原来的单阀操作改为双阀操作。 液压缸的压升速度可达20mm/s。 在此速度下钢材的轧制,油柱设定和反馈跟随性良好,PVPC孔型设定轧机速度不超过1m/s,保证了咬钢、抛钢时的HGC响应速度和轧机的对称控制精度。可以保证厚板的平面形状。
2MAS平面形状控制在线应用
为了使厚板轧制后的圆度最大化,PVPC孔型应精确补偿厚板的头尾颈形状和边缘凸起形状,主要通过调整PVPC孔型压下深度和宽度L1和L2参数,如图2所示。


2.1 横纵轧机策略试验
由于铸件厚度的差异,某些尺寸只能采用紊流MAS轧机技术。 该方法用于改善厚板头尾剪切过大的问题。
Δh、L1和L2的值是模型在调试开始时给出的。 为了优化模型参数,进行了对比试验。 首先,对紊流阶段的MAS输入模型参数进行了多项测试计划。 具体试验为硬质合金Q235B,250mm××轧制,毛坯20mm×厚板,Δh、L1、L2参数及实际厚板头尾剪切量见表1(头尾剪切量为在距离厚板边缘200mm、中间位置处测得3个数据,具体位置如图3)。
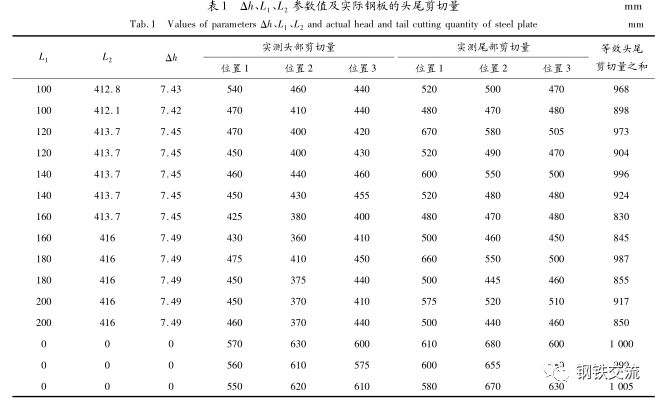

表1统计了使用7组不同L1输入时厚板的实际头尾剪切值。 从统计数据可以看出,PVPC投入紊流阶段最后道次后,厚板的头尾剪力较未投入前有所降低。 根据头尾剪切体积之和发现,当L1值为160mm时,头尾剪切体积减小最多。 实际应用中,PVPC投入偏置阶段时,L1设置为160mm,L2随Δh的值变化,Δh由预测模型根据串扰比例设定。
然后,进行现场观察和实际检查,发现尺寸较薄(12mm以下)的厚板燕尾过大,容易卡入滚筒。 对此,修改参数,减小Δh的值,L2的值也相应减小。 以10mm厚板为例,变化前Δh=5.69mm,变化后Δh=4.48mm。 图4为10mm厚板参数Δh变化前后的厚板颈部形状。

通过现场观察和实际检测厚板头尾剪切量发现,当厚板较薄、母板宽度较长时,较大的Δh值会引起头尾剪切量。尾部过度延伸,导致燕尾榫过大。 因此,根据多次试验的结果,将现行12mm以下厚板Δh的模型值改为4~4.5mm,并根据轧制和成品尺寸由模型估算。
2.2 纵横纵轧机策略试验
该策略可用于投资成形 MAS 和串扰 MAS。 不仅可以改善头尾形状,还可以有效改善因串扰比例过大而导致的鼓肚和因串扰比例过小而导致的“小腰”。 测试长度差值=中长-(颈长+尾长)/2。
2.2.1 串扰较大的立卧式轧机策略试验
当串扰较大时,为了减少厚板的鼓胀,成型MAS辊缝曲线呈“凹”形,即中间挖一个坑,Δh值设定为正值。 具体测试硬质合金Q345B,28mm××毛坯,毛坯为16mm×,切成四块厚板。 Δh、L1、L2参数及实际厚板长度如表2所示(长度检测三个数据,距厚板首尾200mm及中间位置)。
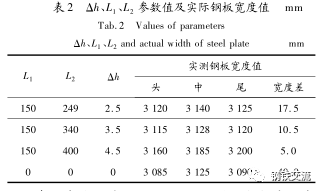
表2中有4组不同Δh值的厚板实际长度值。 从表2统计数据可以看出,当串扰比较大时,放入成型MAS和不放入成型MAS时的长度差都有明显改善。随着Δh值减小,长度差减小。 当Δh=4.5mm时,长度减少最多,但头尾长度不对称,相差较大,不宜采用。 因此,对于湍流比小于1.7的厚板,应采用Δh=3.5mm,厚板头尾长度对称,长度差大大减小。
2.2.2 串扰较小的立卧式轧机策略试验
串扰比较小,为了减少厚板的“小腰”,成形MAS辊缝曲线呈“凸”形,即中间凸起,Δh值设置为负值。 具体试验硬质合金Q235B,250mm××轧制,毛坯为18mm×,二剪厚板,Δh、L1、L2参数及实际厚板长度见表3(长度用3个数据测量) ,距厚板头尾200mm及其中间位置)。

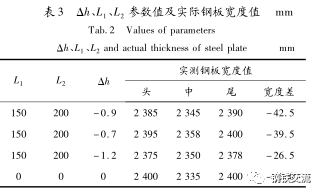
表3中统计了四组不同Δh值的厚板的实际长度值。 从表3统计数据可以看出,当串扰较小时,将MAS放入成型MAS中与不投入长度差相比,疗效显着提高。 随着Δh值减小,长度差增大。 当Δh=-1.2mm时长度减少最多。 因此,对于偏置比大于1.2的厚板,应采用Δh=-1.2mm,厚板头尾长度对称,长度差大大减小。
3 推论
(1)通过实际生产测试,卧式铣削和立式铣削策略可以有效减少厚板的头尾剪切量; 立卧铣策略不仅可以减少头尾剪切量,还可以减少边缘剪切量。
(2)当铸件厚度大于此值时,可实现立式、卧式、立式铣削策略。
(3)经试验对比,紊流MAS的输入可有效减少厚板切割头尾约260mm。 湍流比大于1.2的厚板放入成型MAS后可减少切边量约38mm,湍流比小于1.7时可减少切边量约29mm。
(4)设备改造后钢材的轧制,MAS磨粉法成功在线应用,当前四分裂成品率提高0.8%。





