


摘要:对6辊轧机和18辊轧机在结构、运行维护、适用范围等方面的区别和联系进行了阐述和分析。为后两种机型的选择和使用提供参考。
1 前言
众所周知,六辊轧制广泛应用于普通不锈钢和硅钢热轧领域,主要有单机可逆轧制和串列轧制两种。在热轧高强钢领域,多年来一直以六辊轧制为主,随着棒材硬度的不断提高,六辊轧制显示轧机压力过大,铣削高强度钢时轧制能力不足。板形控制能力增长等问题越来越不能满足更高硬度等级的高强度钢坯的需求。在此背景下,工作辊半径小、压下能力强的18辊轧近年来在高强度轧钢机领域逐步得到应用钢材的轧制,并有进一步扩大的趋势。目前,18辊轧制是碳钢热轧的主要机型。碳钢的第一个特点是具有较大的变形抗力,通常是普通不锈钢的两倍[1]。高强钢轧机也有这个特点,客观上需要在大容量轧制下进行氮化。本文对两者的结构、运维、适用范围等进行对比分析,为日后两种机型的选型提供参考。通常是普通不锈钢的两倍[1]。高强钢轧机也有这个特点,客观上需要在大容量轧制下进行氮化。本文对两者的结构、运维、适用范围等进行对比分析,为日后两种机型的选型提供参考。通常是普通不锈钢的两倍[1]。高强钢轧机也有这个特点,客观上需要在大容量轧制下进行氮化。本文对两者的结构、运维、适用范围等进行对比分析,为日后两种机型的选型提供参考。
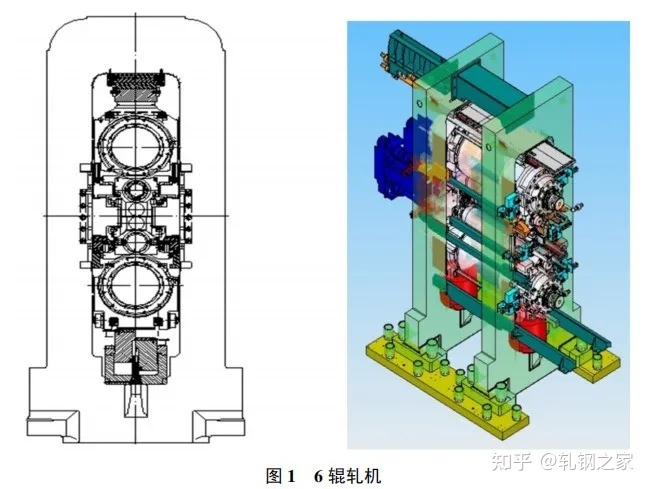
26辊与18辊轧制的区别与联系2.1机架结构与轧辊系统比较
图 1 和图 2 分别显示了机械结光分布的 6 高和 18 高辊。首先,在滚拱方式上,两种滚拱的结构几乎完全一样,没有明显的区别。其次,从轧辊系统的横向布置来看,共组装了六套车钩,工作辊、中间辊和支撑辊各两套。同样,重要的是要说两者之间的核心区别在于纵向辊的布置。与6辊轧制相比,18辊轧制在上下工作辊周围有4组横向支撑辊。18辊轧制的工作辊半径远小于6辊轧制。表 1 为 6 辊和 18 辊轧机的常用轧辊系统参数。为了满足稳定轧机和减小工作辊辊径的双重要求,18辊轧制取消了工作辊轴承座,减少了横向支撑辊系统和止推装置,从而获得处于轧机状态的轧辊。系统稳定。另外,6辊、18辊轧制的支承辊平衡装置与中间辊的折弯装置的机械结构和功能基本相同;在中间辊移位装置的结构上,6辊轧制采用移位梁结构实现中间辊移位,18辊轧制采用移位辊轴承座结构实现辊式移位;工作辊弯曲是有区别的,6辊轧制有工作辊弯曲装置,而18辊轧制没有。从传动形式上看,6辊轧制多为工作辊传动,也有部分为中间辊传动,而18辊为中间辊传动。


2.2 运维对比
6辊轧制和18辊轧制正常生产,下面介绍相关操作和维护。首先,换辊时间和换辊周期是轧制生产的平稳性、连续性和效率的重要诱因。尤其对于轧机来说,换辊时间越短越好,这与活套厚度和生产能力有关。. 对于单机排列的可逆轧制,特别是对棒材表面粗糙度要求较高的产品,要求在每辊的精轧道次中更换轧辊,并要求工作辊更换时间尽可能快。表 2 显示了 6 辊轧制的典型换辊时间和换辊周期。
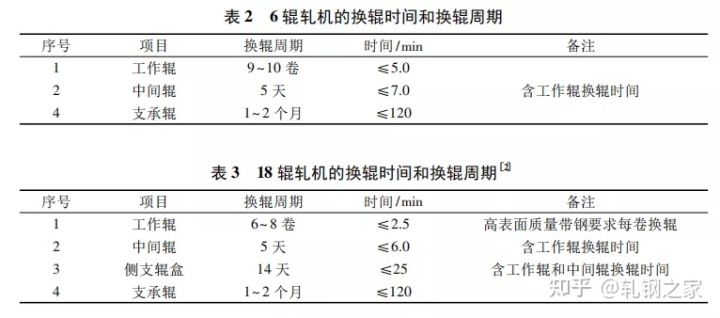
以上数据来自国外工厂,因不同工厂管理制度不同,会有差异。
从以上对比可以看出,6辊轧机的工作辊换辊时间比18辊辊筒长,中间辊和支承辊的换辊时间基本相同。由于18高轧机有4个侧托辊箱,需要更换侧托辊箱。6辊轧制不需要这个,侧托辊箱换辊频率不高,两周左右。花时间测试或更换。就上述换辊周期和所用时间而言,无论是轧制还是单机布置都没有问题,这在实际生产中也得到了广泛的验证。非常重要的是要注意,对于单机可逆排列中用于轧机高质量表面的碳化物,每辊的精加工道次都需要一个新的工作辊。从里面的数据可以看出,18辊轧制工作辊的换辊时间更短,只有6辊轧制工作辊换辊时间的一半,所以18辊的生产效率会更高。
另外,从吨工作辊钢耗来看,6辊工作辊的质量一般要远大于18辊工作辊,估计6辊轧辊消耗量比较大。在换辊时间和磨耗方面,18辊轧机表面质量要求高的棒材更具有优势。此外,在润滑和冷却介质的使用方面,6辊轧制和18辊轧制都可以使用乳化液进行氮化,两者没有区别,也不需要特殊的防火系统。在轧机切割和管理方面,18辊轧制比6辊轧制稍微复杂一些,主要是侧托辊箱在切割和装配方面需要做一些工作。
2.3适用范围
目前,六辊轧制广泛应用于高强钢热轧领域。钢坯的碳化物有HSLA、65Mn、C20、DP和TRIP等。棒材的延伸硬度最高不低于。对于铣削伸长率,硬度小于的先进高强钢存在铣削力过大、轧辊接触挠度大、板形控制困难、压下能力不足等诸多问题。近年来,18辊轧在高强钢坯领域逐渐得到应用。鞍钢18辊可逆轧机已投产,首钢京唐18辊轧机正在建设中。其主要轧机产品可覆盖六辊轧机的所有硬质合金,可铣削高级高强钢,如780DP/TRIP、980DP等延伸硬度小于,甚至大于的高强钢。另外,从轧机的薄棒材来看,无论是6辊轧制采用单机可逆排列还是串列轧制,由于工作辊直径大,薄小方坯产品有限,18高轧制有限。轧制 由于工作辊的直径较小,可以铣削更细的棒材。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。980DP等延伸硬度小于,甚至大于的高强度钢。另外,从轧机的薄棒材来看,无论是6辊轧制采用单机可逆排列还是串列轧制,由于工作辊直径大,薄小方坯产品有限,18高轧制有限。轧制 由于工作辊的直径较小,可以铣削更细的棒材。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。980DP等延伸硬度小于,甚至大于的高强度钢。另外,从轧机的薄棒材来看,无论是6辊轧制采用单机可逆排列还是串列轧制钢材的轧制,由于工作辊直径大,薄小方坯产品有限,18高轧制有限。轧制 由于工作辊的直径较小,可以铣削更细的棒材。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。无论6辊轧制采用单机可逆排列还是串联轧制,由于工作辊直径大,钢坯的薄型产品受到限制,而18辊轧制受到限制。轧制 由于工作辊的直径较小,可以铣削更细的棒材。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。无论6辊轧制采用单机可逆排列还是串联轧制,由于工作辊直径大,钢坯的薄型产品受到限制,而18辊轧制受到限制。轧制 由于工作辊的直径较小,可以铣削更细的棒材。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。18辊轧在薄规格棒材的连轧中具有显着优势。图 3 显示了 6 辊和 18 辊轧制的棒材长度和可轧长度之间的关系。

3 结论
从上面的分析和描述可以看出,在结构和轧辊排列方面,6辊和18辊轧制有更多的相似之处,两者之间也存在显着差异。核心区别在于18辊轧制有纵向支撑辊系统,使18辊轧机在小工作辊半径的情况下具有良好的纵向偏斜,从而获得轧制状态下辊系的稳定性。小工作辊半径也赋予了18辊轧机强大的轧制能力。
在操作和维护的方便性方面,6辊和18辊也有很多相似之处,都可以很好地用于单机可逆排列或串列轧制,以及轧机表面质量高的轧机。所需的高强度棒材要求换辊频率高,很像单机可逆式轧机,需要在精轧道次中更换每根轧辊。在这种生产情况下,18辊轧的生产效率更高,但在工作辊消耗方面,18辊更经济。
就应用范围而言,6辊适用于铣削普通硬度等级的高强度钢。在铣削硬度较高的高级高强度钢和薄型产品时,它有局限性和不适用性。

18辊轧制的应用范围更广。它不仅可以铣削普通硬度等级的高强度钢,而且可以很好地满足更高硬度等级的高强度钢坯,在铣削薄型产品方面也具有优势。由此看来,可以预见,在未来一段时间内,18辊轧制将是高强钢坯选材的首选机型。
参考:
[1] 王义德. 碳钢热轧机的选择与应用[J].特殊钢,2005(03):41-44.
[2] 李守伟. 20辊轧与18辊轧的比较[J].江苏冶金,2019,41(04):46-49





