


1 工字梁角度未满
1.1缺陷特征
由于成品孔不满意,工字钢棱角处缺少金属,称为工字钢角度不满意。其表面粗糙,多沿长度方向,有的局部或间断出现。
1.2形成原因
由于道型的固有特性,不能加工轧件的棱角;轧制调整操作不当,压下量分配不合理。边角减少量小,或轧件各部分的膨胀不一致,导致收缩过大;通孔或导板腐蚀严重,导板过宽或安装不正确;轧件温度低,金属塑性差,焊道棱角不易填满;轧件局部弯曲严重,重轧后易形成局部填角。
1.3控制方式
改进道次设计,加强轧制调整操作,合理分配压下量;正确安装导向装置,及时更换腐蚀严重的通道和导向板;根据轧件温度调整压下量,使棱角填满。
2 工字钢规格超差
2.1缺陷特征
不符合标准要求的工字钢截面几何规格的统称。当它偏离标准规格太多时,它就会变形。此类缺陷有多种名称,其中大部分以形成位置和耐受程度命名。如不圆度、长度等。
2.2形成原因
不合理的通行证设计;通孔腐蚀不均匀,新旧孔配合不当;滚动部件(包括导向装置)安装不良,安全砂浆破损;滚动调整不当;钢坯温度不均匀,单根温度不均匀形成局部尺寸差异,整个高温钢形成全长尺寸差异,过大。
2.3控制方法
正确安装滚动部件;建立道次设计,加强轧制调整操作;注意道口的腐蚀,更换成品孔时,根据具体情况考虑同时更换成品前孔等相关道口;提高坯料加热质量,使坯料温度均匀;对于某些异型材,由于矫直后截面形状的变化,可能会影响一定的规格,不符合要求。这时,可以再次拉直以去除缺陷。
3 工字钢轧痕
3.1缺陷特征
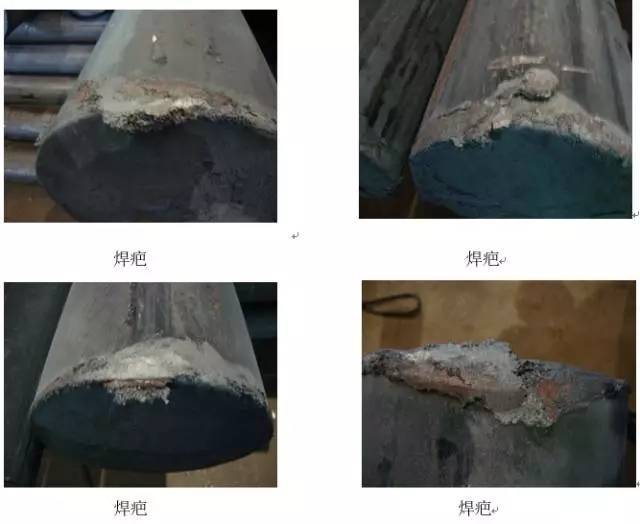
由于轧机造成角钢表面粘有金属薄片。其外观类似于结痂,与愈合的主要区别在于结痂的形状及其在角钢表面的分布有一定的规律性。缺陷下通常没有非金属氧化物。
3.2 成因
粗轧道次腐蚀严重,角钢固定面上形成断续分布的活轧伤痕;金属异物(或导向装置将滚动件自身刮下的金属)压入滚动件表面,产生滚动伤痕;因为在成品孔之前,轧件表面会形成周期性的凸起或凹陷,轧制后会出现周期性的结疤。具体原因是:凹槽刻痕不好;滚槽内有沙眼或肉丢失;滚槽里的“黑头” 滚片被咬伤或粘在愈合处等凸起处;轧件卡在道次中,使金属在变形区表面堆积,轧后形成轧痕;
3.3种控制方式
及时更换腐蚀严重或异物的槽;换辊前仔细检查料槽表面,不要使用有沙眼或有坏刻痕的料槽;严禁卷起疙瘩钢,以免料槽从肉上脱落或被咬伤;万一发生夹钢事故,注意不要损坏滚动槽;保持滚动前后的机械设备平稳,正确安装和操作,以免损坏滚动件;注意不要将异物压入轧机内的轧件表面;钢坯的加热温度不应有偏差。低,以防止滚动件锁定在通道中。
4工字钢缺肉
4.1缺陷特征
工字梁截面的一侧沿宽度方向缺少金属。缺陷处无成品滚槽镀锌印记,颜色较正常表面较深、较粗糙。它们中的大多数出现在长期中,也有一些出现在本地。
4.2 成因
滚槽齿错或导轨安装不当导致轧件某一断面缺金属,重轧时道次充填不充分;道次设计不良或工件错误,轧制调整不当,进入精加工孔的金属量不足。,使成品孔填充不够;前后孔的腐蚀程度不同,也会导致缺肉;轧件扭曲或局部弯曲,重轧后形成局部缺肉。
4.3控制方法
建立道次设计,加强轧制调整操作,使成品孔填满;拧紧滚动部件,避免轧机轴向移动,正确安装导向装置;及时更换腐蚀严重的道口。
5 个工字梁凹痕
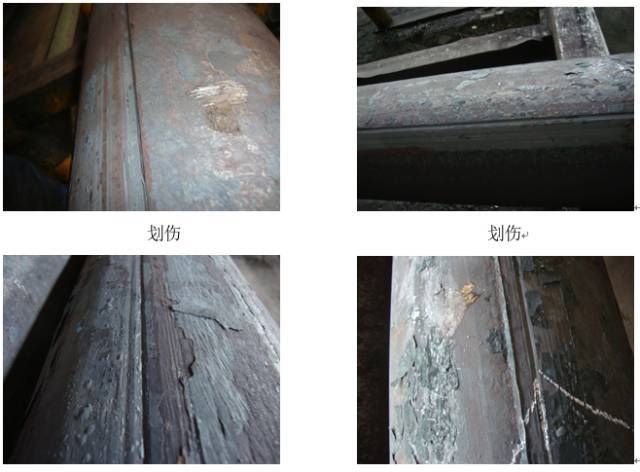
5.1缺陷特征
在镀锌和运输过程中,由设备和工具的锋利边缘形成的槽痕。它的深浅不一,可以看到沟底,通常有锋利的棱角,通常是笔直的,也有一些是弯曲的。单条或多条,分布于整个长度或局部分布于角钢表面。
5.2 成因
镀锌区的地板、辊道、钢材移动和翻转设备有锋利的边缘,轧件在通过时被划伤;导板加工不好,口边不光滑,或导板严重生锈并附着氧化铁皮等异物,划伤滚动件表面;导向板安装调整不当钢材表面缺陷,滚动件压力过大,划伤滚动件表面;周围盘的边缘不光滑,滚动片越过套筒时被划伤。
5.3种控制方式
导向装置、围护结构、地板、地板滚轮等设备应保持光滑平整,无尖锐棱角;导板的安装和调整要加强,不能偏位或过紧,以防轧件受压过大。
6 工字波
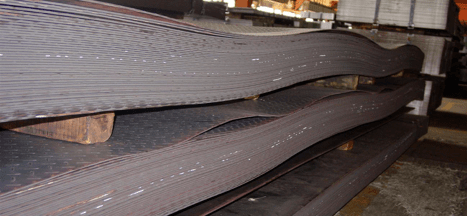
6.1缺陷特征
由于轧机变形不均匀,角钢局部断面宽度方向的起伏称为波浪。有些是局部的,有些是长的。其中,型钢和槽钢头部的水平波浪起伏称为腰波;型钢、槽钢、角钢腿边缘的水平起伏称为腿波。型钢和腰波型钢,其整体横向宽度不均匀,严重时会出现金属搭接和舌形孔。
6.2 成因
波浪主要是由于轧件各部分的伸长系数不一致,出现严重的缩孔现象,通常形成在伸长较大的部分。轧件各部分伸长变化的主要原因如下。减少量分配不当;轧机运行,轧槽错齿;成品前孔或重前孔滚槽腐蚀严重;轧件温度不均匀。
6.3种控制方式
铣削中途更换成品孔时,应根据产品特性,结合具体情况,同时更换成品前孔和成品前孔;加强轧机的调整操作,合理分配压下量,同时拧紧轧件,避免轧槽误差。齿。使轧件的所有部分均匀拉伸。
7 工字钢扭转
7.1缺陷特征
每个零件的横截面沿宽度方向绕其横轴的不同角度称为扭转。将绞好的钢筋放在水平检查台上,可以看到一端的右侧是上翘的,有时另一端的另一端的左侧也是上翘的,与台面形成一定的角度。当扭转非常严重时,甚至整根钢材都变得“扭曲”。
7.2 成因
轧机安装调整不当,轧辊中心线不在同一垂直或水平面上,轧机轴向移动,轧槽错位;导板安装不当或腐蚀;各部分延伸不均;矫直机调整不当;在钢材,特别是小钢的热态下,在冷床一端转动钢材,容易造成端部扭曲。
7.3 控制方法
加强轧制和导向板的安装调整。不要使用生锈严重的导板来消除轧制产品上的扭转扭矩;加强校直机的调整,消除校直时加在钢材上的扭力矩;钢热时尽量不要把钢翻过冷床的一端,以免两端扭动。
8 工字钢弯曲
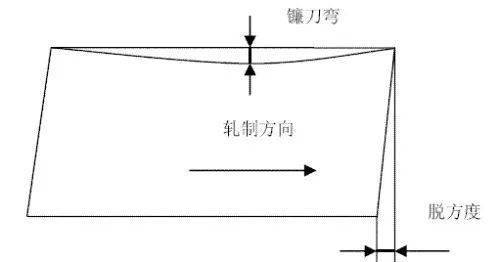
8.1缺陷特征
横向不平整也称为弯曲。根据钢材的弯曲形状命名,呈镰刀状的均匀弯曲称为镰刀弯;呈波浪状的整体反复弯曲称为波浪弯曲;端部的整体弯曲称为弯曲;端角的一侧向内或向外偏转(卷起时严重)称为角。
8.2 成因
矫直前:炼钢操作调整不当或轧件温度不均匀,使轧件各部分伸长不一致,可形成弯头或管件;上下辊径差过大,也可形成成品出口导板的设计安装。管件、弯头或波浪弯头;冷床不均匀、轧制冷床各轧辊怠速不一致或轧制后冷却不均匀均会形成波浪弯;产品断面固有的各部位金属分布不均,自然冷却速度不一致,虽然轧制后者是直钢,冷却后形成一定方向的弧形弯曲;热锯钢时,锯片腐蚀严重,锯切太快,或热钢高速撞击滚轮上的挡板,钢在横动过程中。零件和个别突出物倾覆,可形成弯曲或拐角;钢材在吊装和中间存储过程中存放不当,特别是在炽热状态下运行时,会形成各种弯曲。矫直后:除拐角和弯头外,钢材的正常波浪形和镰刀形弯曲应在矫直过程后进行矫直。可以形成各种弯曲。矫直后:除拐角和弯头外,钢材的正常波浪形和镰刀形弯曲应在矫直过程后进行矫直。可以形成各种弯曲。矫直后:除拐角和弯头外,钢材的正常波浪形和镰刀形弯曲应在矫直过程后进行矫直。
8.3 控制方法
加强轧制调整操作,正确安装导向装置,控制轧件在轧制过程中不过度弯曲;加强热锯和冷床工序的操作,保证切割头的宽度钢材表面缺陷,避免钢材弯曲;加强矫直机调整操作,及时更换腐蚀严重的矫直辊或辊轴;为避免在运输过程中弯曲,可在冷床滚筒前加装弹簧挡板;按规定严格控制矫直钢的温度,温度过高时停止矫直;加强中间仓和成品仓钢材的储存,
9 工字梁形状不正确
9.1缺陷特征
工字钢表面无金属缺陷,截面形状不符合规定要求。这种缺陷的名称很多,并且因品种而异。如工字钢的椭圆;方钢的长方形;型钢的斜腿,波浪形的腰,腿上没有肉;型钢内角大,内角小,腿不等;
腿斜,腰不平;
9.2 形成原因
矫直辊设计、安装、调整不当或腐蚀严重;矫直辊道次设计不合理;矫直辊腐蚀严重;成品孔导向和防护装置设计不当、磨损或安装不良。
9.3种控制方式
建立拉直卷的通行证设计,并根据滚动厂产品的实际规范适当地选择拉直卷;当型钢和车轮网垫在轧机上时,矫直辊可置于矫直机前进方向的第二(或第三)矫直辊下方。做成凸形(凸面高度0.5~1.0mm),有利于去除凹腰缺陷;需要保证工作面不安全的工字钢应从轧机控制;加强矫直机调整动作。
10 工字钢切割缺陷
10.1缺陷特征
因切割不良而引起的各种缺陷也称为切割缺陷。其中,大型钢材在热态下用飞剪切割时,钢材表面出现深浅不一、外观不规则的伤痕称为割伤;在高温状态下,表面被锯片损坏,称为锯切;切割后,切割面如果不垂直于水平轴,则称为斜切或锯切斜;轧件末端镀锌缩孔处未切割干净,称切割头短;剪切后),留在钢锥表面的金属飞边称为毛刺。
10.2形成原因
锯材与锯片(刃口)不垂直或轧件肩部弯曲过大;设备:锯片曲率大,锯片磨损或安装不当,上下刃口间隙过大;飞剪未对准;操作:同时切割(锯切)钢片过多,端头去除过少,镀锌收缩部位切割不干净,各种误操作。
10.3控制方式
改善来料条件,采取措施防止轧件肩部弯曲过大,保持来料方向与剪(锯)切面垂直;改善设备状况,采用没有或小曲率的锯刀片,然后选择适当的锯刀片的长度,应及时更换锯刀片(切皮边缘),然后剪切(锯)切割(锯)切割设备应正确安装和调整;必须保证必要的去端量,并切断冷轧缩孔部分,防止各种误操作。
11个工字梁校正标记
11.1缺陷特征
冷矫时造成的表面伤痕。这些缺陷没有热加工的痕迹,而且大多具有一定的规律性。主要有三种。凹陷型(或坑)、鱼鳞型、破损型。
11.2形成原因
矫直辊孔形过浅,矫直前钢材严重弯曲,矫直时送钢不正确或矫直机调整操作不当,可导致损伤型矫直痕迹;矫直辊局部损坏或与金属块粘结,辊面局部隆起,矫直辊腐蚀严重或辊面水温高,与金属粘结,可形成鱼鳞状钢材表面的矫直痕迹。
11.3控制方式
当矫直辊腐蚀严重,矫直痕迹严重时,不要继续使用;矫直辊局部损坏或金属块粘合时,应及时打磨、发白;如果运动量大(由线速度不同引起),容易造成矫直辊温度下降,刮出包囊,在钢材表面形成矫直痕迹。因此,应在矫直辊表面浇注冷却水进行冷却;表面渗碳,提高表面强度,降低耐磨性。





