


据统计模胚钢材,一个普通人日常生活中携带的物品直接或间接与模具有关的约有2000套!模具工业的发展程度可以说已经成为一个国家工业现代化的重要标志之一。
一。 国内许多大型企业的模具部门在整个公司中起着极其重要的作用。 比如深圳的比亚迪最初是从一个小模具房发展起来的,奇瑞汽车的模具制造技术也是世界一流的。 随着珠三角经济的不断发展,越来越多的国际大公司看中了成熟的模具制造技术和具有丰富行业经验的技术人才,将其塑料和模具部门转移到这里,或者出口模具。 来生产。 珠三角模具出口数量逐年增加,已成为中国乃至国际最重要的模具生产加工基地。 特别是家用电器、汽车工业发展加快。 说到珠三角模具制造业,就不能不提香港和台湾地区。 20世纪80、90年代,珠三角经济刚刚起飞,模具技术几近空白。 随着港台企业将工厂迁往大陆,先进的模具制造技术也随之引进。 当时,一名熟练的模具制造师的月薪可达数万元。 现在珠三角深圳、东莞的模具设计和制造技术已达到较高水平。 每年举办的此类展会中,都会涌现出许多国际领先的新技术、新设备。 这方面的人才也成为抢手货,甚至长三角、江浙地区的企业也加入到这场人才大战中,在各种招聘会上争夺人才! ! !
为了让更多有兴趣加入这个行业的年轻朋友和初学者能够获得相关的基础知识,我将自己这几年在这个行业的经验以及日常生活中收集到的信息进行了总结,整理成一个文档,供大家参考。全文分为前言、什么是塑料模具、必备知识、塑料模具结构与分类、常用塑料原材料的特点、塑料模具加工方法与工艺、塑料模具设计要点等。
2、什么是塑料模具?
人们根据一定的要求制造的生产工具,以满足生产和生活的需要。 模具是生产工具,一般可以重复使用。 行业中常见的有塑料模具、五金冲压模具、压铸模具、吹塑模具、挤出模具等; 广义上讲,日常生活中的一些刀模、纸模、石膏模,甚至是制作月饼的木模都可以称为模具。 塑料模具是用于注塑生产的模具。 塑料模具主要用于在塑料注射成型机上安装塑料制品时。 除非另有说明,以下文章中提到的模具均指塑料模具。
3、必要的知识
1、基础知识:三角函数、平面与立体几何、解析几何、工程制图、制图几何、机械基础、硬件与化学基础等;
2、有基本的实践经验;
3、软件知识:VISI PRO-E、UG、CATIA、IT、visi flow等;
4、塑料模具结构及分类
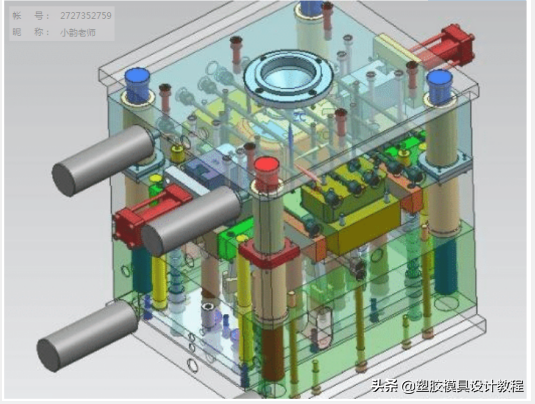
1)模具的基本结构及相关概念
1、模架是模架:。
模架是整个模具的骨架,制作所有模具零件时必须考虑模架的结构。 模架的成本一般占整套模具的30%左右。 模架由专业化大型模架厂制造,并已标准化。 每个模具制造商只需根据自己的需要向模架厂定制即可。 模架分为面板、A板(前模板)、B板(后模板)、C板(方铁)、底板、顶出面板、顶出底板、气缸、导柱、回程销、顶针、目前,珠三角地区最大的模架制造商有隆基模架(LKM)、宏丰模架、中华模架等,其中以LKM最为著名。 其模架被模具制造商广泛采用,质量优良,精度高。 有保证。
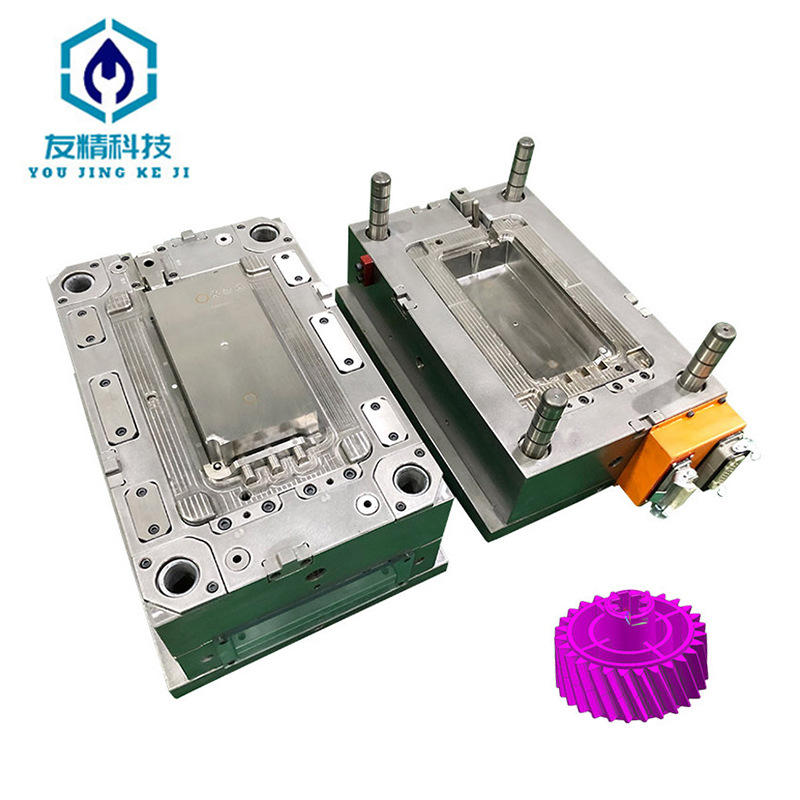
2、模芯也称型腔,是嵌入模架模板中的模芯。 分为前模芯和后模芯,俗称前模(Core)和后模(Core)。 为什么要将模芯嵌入模板中? 主要是为了节省成本。 因为塑料对模具钢材性能要求较高,如硬度、耐腐蚀、耐高温(热变形)等; 而模板对模架则不需要有很高的要求。 模芯硬度一般为45~65HRC,模架模板硬度为30~45HRC; 模芯用钢材每公斤可达200元,而模架用钢材一般只需20~30元。
注:HRC为洛氏硬度。
3. 喷嘴衬套:浇口。 注塑机料筒的注射喷嘴通过该装置将熔融塑料原料注入模具型腔。
4.滑块也称为行位置:。 顺利脱模所必需的结构部件。 由于有些产品具有特殊结构,如侧面有间隙、底切(钩)等,需要排位后才能从模具中取出。
5.斜屋顶:Angle-。 与行位类似,也是为了顺利脱模所必须使用的结构部件。
6、还有一些与模具相关的术语:分型线(P/L)、模具参考、收缩率()、等级()、钢材质、铜公(电极,材质为铜、石墨等)。 )、倒扣、水输送、拔模斜度、冷井、流道、注塑模拟、模具分型、模具顶出、开合模工序、模具编号、抛光(节省模具)、软模、硬模模具、模具显示处理、试模(TEST MOLD)、模具修改、模具安装、模具交付等。
7、一套模具按其组成部分的功能可细分为:流道系统、成型系统、调温系统、排气系统、顶出系统、开合模系统、复位系统。
2)分类
1、按结构分为两大类:大水口模具和细水口模具,又称单分型面模具和双(多)分型面模具;
(3)细水口模具
开模步骤说明:a. 第一步,将P/L-1打开10mm左右,吸嘴钩将吸嘴拉离产品;
b. 第二步,将P/L-2打开至少100mm左右(这个距离很重要,订购模架时一定要参考。一般不小于成人拳头或机器人手的大小,并且空间足够大,保证吸嘴顺利取出),吸嘴就会从两块板之间取出;
C。 第三步,打开P/L-3,取出产品。 同样,这个距离也是由产品的尺寸决定的。
2、按热流道分为:普通流道模具和热流道模具。 热流道模具除了满足特殊结构、特大尺寸产品的需求外,还具有生产效率高、无出水口等特点。虽然从模具成本上来说要贵很多,但还是很划算的。 - 从长远来看有效。
4、根据注塑颜色数量分为:单色模具、双色模具、三色模具。
5、根据模具钢材材质的硬度,可分为软模和硬模。 硬模具通常由较硬的钢材(如#steel)制成,软模具也通过热处理获得。 一些大公司通常会先开一套软模。 模具修改好,样品OK后,会开几套相同的硬模。 例如,诺基亚的手机模具,在开发阶段会先开软模,正式生产时才会采用硬模。 硬模除了单价高之外,使用寿命长、质量稳定、外观优良。 如果一些模具保养得好,经过20多年、数百万次成型后,成型件看起来仍然很漂亮,几乎就像是新模具时制造的一样! ! !
五、常用塑料原料的特性
1)分类
一、定义:
塑料是以合成或天然聚合物为主要成分,通常含有添加剂等辅助成分的物质。 广义上讲,它是在一定温度和压力下呈现塑性的材料。
具有一定形状的高分子有机材料。 1996年公布的新国家标准(GB/T 2035-1996)将塑料重新定义为:以聚合物为主要成分,在加工的一定阶段可通过流动成型制成成品的材料。
2、塑料成分:
塑料的主要成分是合成树脂,加上一些添加剂和填充材料。
A。 合成树脂——结构单元主要由碳原子、氢原子、氧原子和硫原子、硅原子等其他原子通过化学键连接而成的合成有机高分子化合物。
b. 填充材料——常用的有玻璃纤维、碳纤维、碳酸钙(CaCO3)、二氧化硅(SiO2)、金属粉、木粉、棉布、石棉、云母、石粉等。
C。 添加剂----------常用的有增塑剂、稳定剂、润滑剂、着色剂、抗静电剂、阻燃剂、抗紫外线剂等。
3、一般来说,塑料原料可分为两大类:“热塑性塑料”()和“热固性塑料”()。 热塑性塑料在室温下通常呈颗粒状。 加热到一定温度时变成熔融状态。 冷却后凝固成型。 如果再次加热,就会变成熔融状态,可以再次塑化。 因此,热塑性塑料可以通过加热、熔融、回收等方式反复固化成型。 因此,热塑性塑料废料通常可以回收再利用,也就是所谓的“二次料”。 相反,热固性塑料加热到一定温度后就会固化,即使继续加热也不能改变其状态。 因此,热固性塑料不能重复加热和成型,因此热固性塑料废料通常不可回收。 分类方法如下图所示。
4、塑料按应用范围还可分为通用塑料、工程塑料、特种塑料;
常见的通用塑料有:PP、PVC、PE、PS等; 常见的工程塑料有:ABS、PC、PMMA、POM、PA6、PA66、PET、PBT、SAN等; 常见的特种塑料有:PPS、PEI等; 工程塑料往往是由一些通用塑料经过改性而得到; 如改变某些分子结构、添加其他成分如玻璃纤维等; 工程塑料是用作工业零件或外壳材料的工业塑料。 它们的强度和抗冲击性、塑料具有优良的耐热性、硬度和耐老化性。 日本业界将其定义为“一种可用于结构和机械零件的高性能塑料,耐热性在100℃以上,主要用于工业”。 其特点包括:
A。 热性能:玻璃化转变温度(Tg)和熔点(Tm)高,热变形温度(HDT)高,长期使用温度高(UL-746B),使用温度范围宽,热膨胀系数小。
b. 机械性能:高强度、高机械模量、低潜变性、耐磨、耐疲劳。
C。 其他:耐化学药品性、优异的电气性、阻燃性、耐候性、尺寸稳定性良好。
2)常用塑料原料特性:轻微。
3)常见塑料原料实际应用经验
1、ABS材质:最常用的塑料材质,用于很多家电的外壳。 具有机械强度高、耐热、耐化学腐蚀、高光泽等特点。 常见的有台湾奇美、国桥生产的ABS。 如奇美:ABS PA757 通用级,高光泽好; ABS PA727电镀级; ABS耐热级。 通常ABS的热变性温度不超过88℃。
2、PC材料:俗称百折胶,具有优良的机械性能。 具有良好的热稳定性(可在-100~126℃稳定使用)和透光性。 常见的有德国拜耳PC-2805、美国通用PC-241R、141R等。
3、尼龙:PA6、PA66。 尼龙的最大优点是韧性高、耐疲劳性能优良、摩擦系数低。 常用于纤维制作、牙刷毛、鱼丝、套管、包装膜、齿轮、电动工具外壳、电器配件等。但最大的缺点是吸水率较高,吸水率的增加导致其拉伸强度下降急剧下降。 添加玻纤可大大提高其耐温性能,即PA66+GF15%和PA66+GF30%可耐温高达180~210℃。 因此,对于耐高温要求的零件不宜采用不含玻璃纤维的尼龙。 塑料件出来后应尽快使用,以免尼龙放置时间过长发生不良变化。
6、塑料模具加工方法与技巧
1)常用加工工具和机器
1、测量工具:卡尺、千分尺、百分表、标准量块、标准角度块、转盘、角度规、投影仪、抄数机等;
2、加工机器设备:车床、车床、磨床、钻床、CNC、火花机、线切割机等。
2)加工方法与工艺
一般模架是直接从模架厂订购的,加工方法这里省略。 根据模具设计图纸,订购模架、模芯、排位、斜顶、镶件等钢材开始安排加工。 根据加工工艺,大致可分为粗加工和精加工两部分。 模架是用锣机或电脑锣先开框,先粗框,再精框(也可以模架厂加工,但要缴纳相应费用;一些小模厂常自行加工)为了节约成本,但效率低(精度不高),其他零件也是先粗加工成毛坯,再用电脑锣、火化机、线切割机精加工成符合要求的零件图纸的精度要求,最后组装成模架成为一套完整的模具。 流程大致为:模架CNC加工、开框、模芯、排位等、铜加工、打火机加工、型腔加工(EMD)、钳工加工(FIT模具)、抛光(省模) )、模具组装、试模。 在实际制造中,多种加工技术相互交织,需要模具设计师和模具师傅精心安排各个环节。 一旦犯了一个错误,整个行业都会遭殃! 返工常常会造成模具的损坏,并且得到的模具不美观。 如果想要补救问题就只能更换材质,这会增加时间和成本,而很多时候时间才是最重要的。 如今,模具行业的竞争非常激烈。 客户急于给模具室时间。 如果他们不能按时交付模具,他们最终将失去客户!
各加工机械设备的功能介绍:
1、铣床用于手工铣切直线、对角线等形状简单、规则的工件。 常用于加工精度不高的工件,如模架开模、模芯开模、排位切削等。
2、车床主要用于加工圆形工件,如喷嘴、定位环、法兰、圆形模具(CORE)、圆形铜销等; 精度可以达到更高的要求。
3、磨床,主要用于磨削钢材、磨基准等,可以满足大部分精度要求。
4、钻孔机,主要用于钻孔、攻丝、钻水孔等。
5、CNC(计算机控制)已成为现代模具工业的标志性装备,主要用于复杂、不规则曲面的数控加工。 具有精度高、可靠性好、效率高的特点。 基本上任何模具加工都离不开它。 型腔、铜销等工件的加工由它完成; 它可以加工几乎任何形状的工件。 电脑锣是由计算机程序控制的。 因此,除了熟悉电脑锣加工控制软件外,其操作者CNC编程人员还必须对模具结构和加工方法有深入的了解。 一个只懂加工软件而不懂模具结构和加工方法的程序员只能是纸上谈兵。 一个优秀的程序员一般需要3到5年的实践才能达到,薪资一般在5万以上! 目前珠三角地区常用的加工控制软件有:IT、UG、CATIA。 近两年,UG因其操作简单、可靠性好、效率高、仿真性能好等特点,越来越受到模具加工厂家的青睐,其人才也越来越抢手。
6、火花机,用于电腐蚀工件。 将电极(铜公头)安装在机头上,通过机器内部电路控制电流放电,在工件上蚀刻出与电极形状相同的型腔。 工具术语:EMD 处理。
7、线切割机,用于切割工件形状。 它是将极细的钼丝穿过工件上预先钻好的孔,根据电脑中的数据控制钼丝的放电和运行,在工件上切割出设定的形状。 一般钼丝的直径为0.07~0.10mm,因此其加工精度也很高。 线切割分为快走丝线切割和慢走丝线切割。 一般模房的线切割机都是快走丝线切割机。 顾名思义,慢走丝线切割机的意思就是加工速度很慢。 它牺牲速度来换取高精度。 基本上精密模具和一些五金端子模具都是用它加工的。 单价是快线的3~5倍。 有一个细节需要提一下,那就是慢走丝所用的水是纯净水。 当然,它也是数控的,需要通过编写计算机程序来控制。
7、塑料模具设计要点
本章是本书的重点。 首先介绍一下模具公司的整体操作流程:
本章内容基本围绕上述过程展开。
1)模具报价
收到客户的样品或图纸询价后,组织相关工程师进行图纸审核和初步报价。
1、客户图纸审核
应注意以下几点:
产品材质、尺寸、结构、客户对模具材料和热处理工艺的要求。 材质越好,价格就越高。 特别是必须从模具角度分析结构,包括是否需要三板模具、模具输出数量、进水形式、抽芯结构(斜顶、排式结构)、冷却系统、开合模系统、顶出结构等。结构越复杂,模具成本越高。 另外,从简化模具结构、节省成本、提高模具生产效率、提高模具寿命等方面考虑,模具设计者有义务建议客户改变产品结构的某些结构细节。
2、模具报价分析
图纸审核完成后,下一步就可以进行报价了。
A。 首先要看看客户的要求,因为要求决定了材料的选用和热处理工艺;
b. 选择材料,制定大致的模具方案,并计算模具的重量(计算模芯材料和模基材料的价格)和热处理费用。 (均为空白重量);
C。 加工成本,根据模芯的复杂程度,加工成本一般与模芯材料价格为1.5~3:1,模架加工成本一般为1:1;
d. 风险费为上述总价的10%;
F。 税率;
G。 设计费为模具总价的10%;
公式:
模具价格=材料费+设计费+加工费及利润+增值税+试模费+包装运输费
比率通常为:
材料成本:材料和标准件占模具总成本的15%-30%;
加工费及利润:30%-50%;
设计费:模具总成本的10%-15%;
试模:大中型模具可控制在3%以内,小型精密模具可控制在5%以内;
包装运输费:可按实际计算或3%;
增值税:17%
3)模具设计
客户确认报价并支付第一笔预付款(定金)后,即可安排模具设计和加工。
1、模具设计经验:
以下是模具设计时应考虑的要点,供参考。
① 将成品图转入模具图时,必须将成品图进行倍增、缩小。 (模具尺寸=产品尺寸 在后模删除时,应将不属于后模的行删除。
②. 成品应遵循模具居中的原则,尤其是对称的。 如果成品不居中,在工厂加工时就容易出现误差。
③. 对于所有枕位模具,枕位必须防水。 如果无法避免,则必须增设出水口。
④. 成品之间12-20mm(特殊情况可采用3mm)。 入水潜水时,要有足够的潜水位置。 成品到CORE的边缘为15-50mm。 成品到CORE的距离与产品的存储程度有关。
⑤. 隐藏CORE(内模材料)深度应大于28mm。 前后模内模材料的厚度与产品的平面投影面积有关。 对于一般产品,请参考下表选择经验值。 CORE材料边缘到后针应有10mm的距离。 CORE料的宽度一般比顶杆宽或窄5-10mm。 至少,成品胶位置应在顶出板内,且不影响顶针。 CORE料边到模架边一般应为45-80mm。
⑥. 当一张内模材料生产多件时,内模材料的尺寸不得超过200×200mm。
⑦. 嵌入模具的模框内的圆角一般为10mm。 如果要打开精密框架,则圆角应为16mm或更大。 铍铜模具没有圆角。
⑧. 任何塑料进水位置均应避免从喷嘴直接进入模腔。
⑨ 对于镜面透明的啤酒塑料(K料、亚克力、PC等),应注意冷料井的水流量和进水位置不能直接平衡(冲水)。 一般做成“S”型缓冲进水,扇形浇注,以避免成品表面出现气层流云。
⑩选择模架的一般原则:
当模架宽度在250mm以下(含250mm)时,采用工字形模架。 当模架宽度为250-350mm时,采用直板模架(T型)。 当模架宽度大于400mm且有排时,采用直力面板模架T型。 无排位时模胚钢材,采用直力无板模座(H型)。 强力模架必须加工W25mm×H20mm的码模坑和底板必须有码模孔(中心距为“7、10、14”,中心“7、10”采用¢1/2螺纹,中心“14”采用¢5/8螺纹,深度为19-24mm细水口模架始终为工字模架,当A板开口深度较深时(一般大于60mm),可以考虑开框或选择不带面板的模架;对于有排或杯的模架,A板不要使用贯通框,当A板的开孔深度较深时(一般大于60mm),可以考虑不使用面板;方铁的高度必须能够顺利顶出产品,顶出板与支撑板之间应有5-10mm的间隙,顶出板在顶出时产品无法顶出。顶在支撑板上,所以当产品较高时,要注意加高方铁;模架A板(B板)必须有四个25.4mm×450的撬坑,四个上都有5mm深的撬坑模板的侧面; 根据模架尺寸或高度,在顶针底板上加垃圾销(支撑点)。 350mm以下4个,350mm-550mm 6个,550mm以上10个或根据坟墓的设置。 减少。 对于带有推板的模架,不得使用前模通道和后模导套; 前模模板的厚度一般等于前模开孔深度加上25mm-35mm左右。 当模架没有面板时,前模模板的厚度一般等于前模的开孔深度约为40mm-50mm。 后模模板的厚度一般等于后模的开孔深度,约为40-50mm。 (标准托盘厚度可在模架信息中查到,一般不需要使用托盘;当镶有CORE的模具材料为圆形时,使用带支撑板的模架;当有排或拔罐时,侧钉必须插入斜导柱10~15mm后才能推入滑块,即导料柱特别长时,前模导柱和后模导套应以便于加长导柱,使用顶出板导柱时,相应的铜导套必须配备中间支架,顶出板导柱的直径一般与顶出板后销的直径相同标准模架是一样的,但也取决于导柱的长度C,其适用范围见下表,导柱的长度应伸入支撑板或B板10mm...
模具设计是一门基于经验的学科。 它有太多的设计经验。 由于篇幅所限,这里不再赘述。 需要在实践中慢慢体会。





