


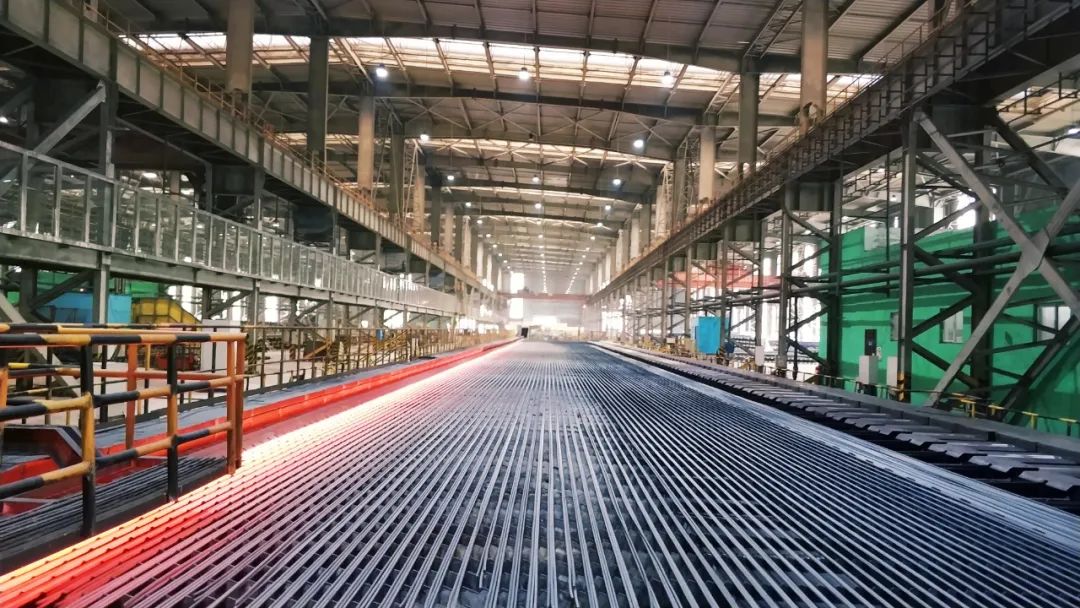
5月20日,本田轧机2#棒φ14钢筋再创纪录,比原纪录增长3.16%,为新荣誉增添了新的色彩,以实现新的荣誉。

工艺优化为产值突破创造了可能性。改进轧机Φ14钢筋坯料工艺,三刀改为四刀,改造后的Φ14螺纹钢四切轧机产能比现有钢筋提高约17.9%,每两钢轧机间隙时间可节省约5s,为突破φ14钢筋尺寸产值创造了条件。然而日产螺纹钢材,近日,K1频繁出口的问题成为阻碍产值提升的重要原因,为了实现目标,轧钢厂领导立即成立了重点调研组,为减少浪费,提高产值迅速召开紧急专题会议,首先从内部查找问题日产螺纹钢材,然后从标准查找差异外,实施调整每次出击压力下降,确定延伸系数范围,合理控制铣刨体温度,优化轧机工艺等一系列措施,配合关键措施的快速实施, 逐步达到提高产值、降低成本的目标。
严密注重细节,确保轧线平稳运行。多线切片轧机对细节有特别严格的要求,轧机从备用机的质量、导轨的精度、轧制参数、关键辊跳、错误的辊尺寸、在线上保证导轨刷冷却水通道、油路畅通、离线要求备用护罩等备件数量充足, 从工作细节入手,确保导护罩远近,高度合适,安装稳定可靠,尽可能小而细致,防止出现任何问题,保证生产的稳定运行。

设备维护为稳定生产奠定坚实的基础。随着5月检修的结束,轧机2#棒材双工位投入使用,改变了以往由于采集原因形成的漏采条件,除了减少了采集通过,提高了采集率,降低了人员劳动的硬度外,还大大提高了精加工区域的收集能力, 进一步减轻成品采集压力,为产值的提高奠定坚实的基础。(轧机李艺文)。
喜欢
这篇文章的人也喜欢它...
▶

▶
▶
▶
陕钢集团汉钢公司陌陌
2020年第131期,共1666年
—————————————





