


摘要:随着激光加工技术的发展,其在汽车行业的应用也在逐步推进,尤其是激光点焊技术在汽车制造行业的应用,大大提高了生产效率。
轿门不等边钢板激光拼焊技术,减轻轿门自重,增大轿门挠度,提高轿门碰撞缓冲性能,同时降低轿厢安全性时间。 因此,它成为高科技汽车制造商关注的焦点,在国外是先进的汽车产业。 应用疗效显着。
对轿门热轧厚板进行了激光拼焊试验,对热轧厚板不等厚拼接进行了圆盘激光点焊。 分析不等厚热轧板熔池形成及钎焊性能,以控制车门激光钎焊工艺质量。
前言
激光拼焊是利用高能量密度的激光作为热源,实现不同长度、不同材质、不同镀层的平板材料钎焊的特殊加工技术。 非常适用于汽车制造、航空航天、冶金等行业的厚板加工。 拼接。
随着激光加工设备的发展,激光钎焊技术也取得了长足的进步。 美国的激光拼焊技术已经相当成熟,而我国还处于起步阶段。 为了掌握激光拼焊技术,优化激光拼焊工艺,取得更好的效果,提高拼焊质量,开展激光拼焊实验研究十分重要。
拼焊板是指在注塑成型前,将不同长度、材质或表面涂层的扁平铸件点焊而成的焊板。 使用拼焊板进行注塑生产,可以使成型件的不同部位具有不同的硬度指标和耐腐蚀性能,也为设计人员按需设计提供技术支持。 从理论上讲,拼焊板注射成型技术结合了分体成型和整体成型的优点,克服了两者的缺点; 在实际应用中,其疗效也得到了肯定。
本文主要对同种材料不同厚度的热轧板材进行激光拼焊实验。 通过分析不同厚度热轧板的熔池形成和点焊性能,控制车门拼焊板激光点焊工艺质量。


01
实验材料与技术
在研制的大工作台龙门激光拼焊系统设备上进行了实验。 激光器为光盘激光器,波长,最大功率4kW,光束质量25mm。 辐射光斑半径为0.2mm; 实验材料为武钢生产的1mm×250mm×60mm和2mm×250mm×60mm DX52D+Z带花纹热轧厚板。 物理性能、机械性能见表1。
点焊工艺参数如表2所示,其中散焦量“+”表示焦点位于薄板表面上方(以板为准),偏转量“+”表示光斑偏向偏向钢板,“-”表示光斑偏向钢板。
点焊后首先观察熔池表面形貌,然后对试样进行金相处理。 用金相切割机将样品分割成小块,然后用金相磨床抛光。 腐蚀溶液为50 mL HCL(36%)+(65%)++,采用光学金相显微镜观察熔池表面及截面形貌。 最后在GBS-60数显半手动杯突试验仪上对钎焊试样进行埃里克森实验。
02
实验结果与分析
2.1 熔池形貌分析
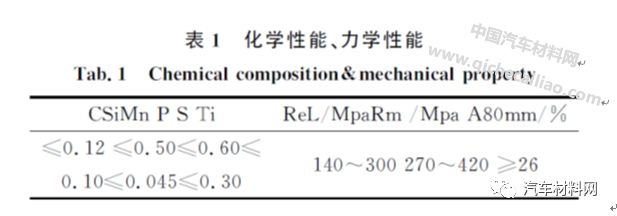
图1为同轴吹气保护二氧化碳(乙炔)后的熔池形貌,采用不同的工艺参数对样品进行激光钎焊,然后对表面进行酸洗。
从图中可以看出,熔池下端呈深蓝色不规则片状,熔池中部凸起镀锌钢材加工,图1(a)中有两个凸起形状,熔池上端呈淡黄色片状。 单个白色细丝的下边缘呈蓝色或亮蓝色。
据分析,在高能激光作用下,聚焦光斑的半径大于两个靶材夹持拼接时留下的缝隙,部分能量作用于2mm热-轧板(即图1上部薄板),部分能量作用于1mm热轧板(即图1下部板)。
但是2mm的板材表面比较高,吸收激光光能的材料会熔化,因为熔化的材料会在重力的作用下流向拼接部分,然后流向1mm的薄板。 因此在晶界的下端产生了白色胶状物。 光斑偏转比较正确,激光作用时间短会导致2mm薄板流向1mm处熔化物较多,难以与1mm薄板熔化物融合,导致表面出现两个凸起(如图1(a)所示)。
因此,为了获得更好的熔池形状,建议光斑偏转为负值。 因为不等边钢板点焊的难点在于薄板的长度不同导致吸收的光能不同。 薄板焊穿时,薄板吸收的能量太大,导致热影响区比厚板大。 焊缝中碳化物上端的涂层接收到的激光能量远高于碳化物中心,会出现酸洗无法消除的蓝色条状氧化体。
此外,熔池中靠近碳化物的材料中的Mn、Ti等金属元素大量向下蒸发,导致熔池上部呈亮白色(如图1(c)所示),金属(如图1(d)、1(g)所示)氧化性物质。
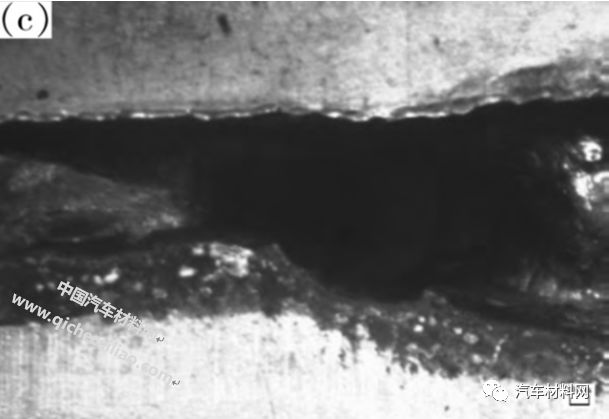
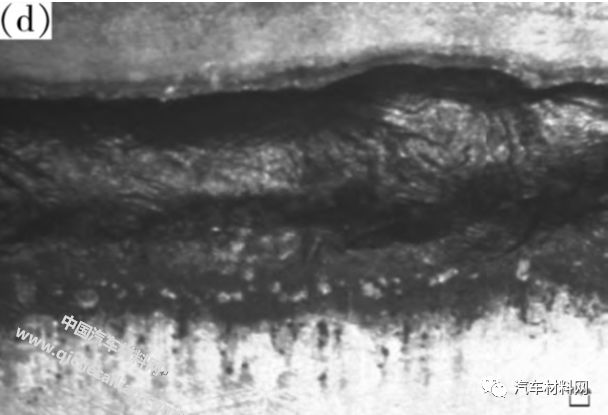
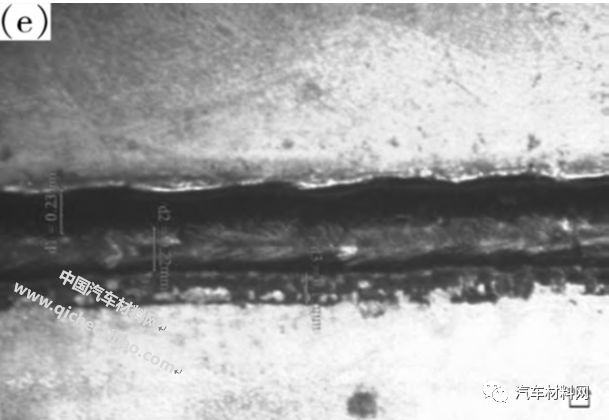
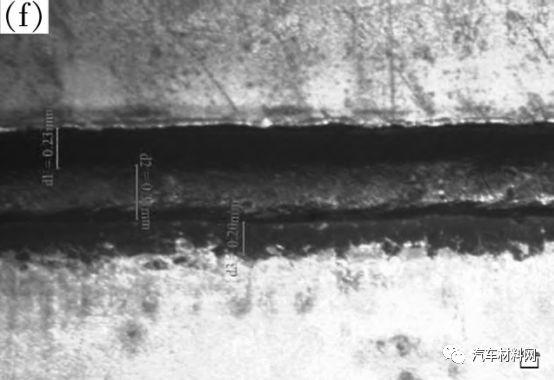
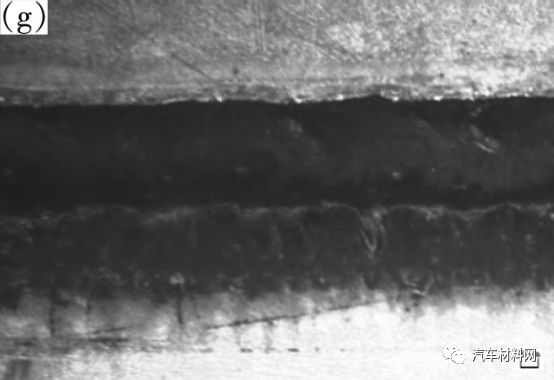
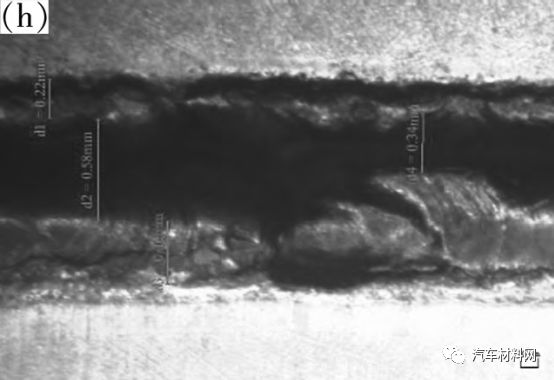
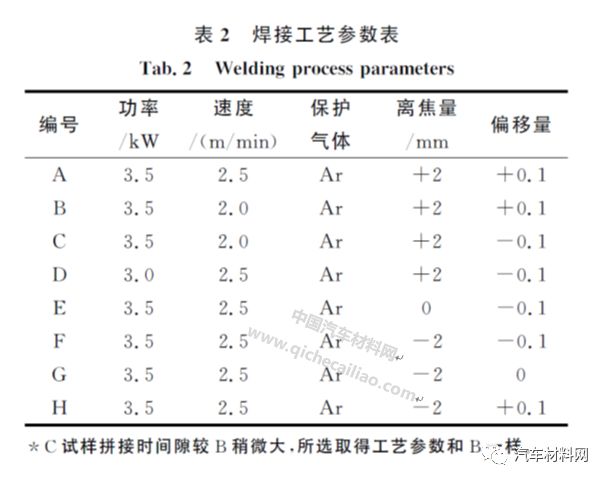
图1 不同工艺参数激光照射下熔池表面形貌
如图1(c)和1(g)所示,熔池中存在凹坑、凸块等不规则结构。 分析表明,由于锌的熔点(960℃)远高于钢的熔点(1530℃),激光照射时板材表面的热轧层被加热汽化膨胀。 如果板材被工装紧紧夹紧,没有间隙,锌蒸汽只能通过钎焊碳化物产生的小孔和小孔效应逸出。
锌蒸气从硬质合金中向下逸出。 但由于激光点焊的快速冷却特性,部分锌蒸气滞留在点焊熔体中,导致熔池表面不平整,存在气孔。
如图1(c)所示,点焊熔体不均匀,甚至塌陷,鼓包呈黄色。 据分析,薄板的锥面比较粗糙,拼接时缝隙过大。 另外点焊速度变慢,导致激光作用时间变长,使1mm薄板完全熔化塌陷。 零件呈水滴状。 部分Mn、Ti、Zn金属蒸气停留在点焊碳化物中,使表面出现高凸起。
通过观察熔池表面形貌和薄板背面的钎焊形貌。 据悉,功率不变,光斑偏转过大,会导致薄板无法穿透。 分析认为是因为只有少部分热能作用在板材上,大部分光能作用在较厚的薄板上。 厚薄板需要获得更多的热能才能完全熔透,导致熔化宽度变窄,熔深变浅,无法发生熔透。
如果保持激光功率不变,提高钎焊速度,也会导致熔化宽度变窄,熔化深度变浅,导致无法穿透。 据分析,出现这种情况是由于激光作用时间短,激光钎焊具有快速冷却的特点。 同轴吹气保护二氧化碳并促进热量散失。 薄板的上部无法吸收足够的热量而熔化,薄板的上部熔化。 身体已经冷却融化。
根据以上观察分析,得出E、F两组工艺参数更优,A组熔池表面形貌更特殊、更具代表性。 性能测试分析进一步优化不等厚热轧板DISK激光钎焊工艺参数。
2.2 熔池热性能分析
杯突试验是常用的衡量钎焊质量的试验方法。 其目的是测试金属板样品在给定测试条件下适应拉胀成型的最终能力。 根据国家标准,“该试验采用球形端冲头将夹紧的试样压入凹模,直至出现熔透和裂纹,检测出的杯突深度即为试验结果。”
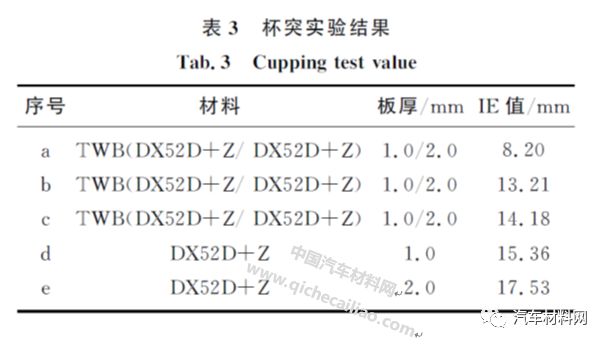
根据2.1中熔池形貌分析结果,选取熔池表面形貌如图1(a)、1(e)、1(f)所示的试样进行杯突试验。 图3对应a#样本,图1(e)对应表3中的b#样本,图1(f)对应表3中的c#样本。
从图2(a)的实验结果可以看出,采用熔池表面碳化物中有两个凸起的试样进行杯突试验。 试样裂纹由熔池裂开镀锌钢材加工,裂纹呈线状。 正反面,发现裂纹在两个凸起的碳化物中间。
据分析,由于点焊熔区的快速冷却特性,钢板边缘材料的熔体流向板材流动,板材边缘的熔体无法熔合在一起,导致搭接接头变薄和延展性降低。 在杯突试验的落料过程中非常容易折断。
从图2拼焊板的杯突试验结果可以看出,试样在杯突试验中的裂纹最先出现在板材靠近热影响区的一侧,杯突值母材的凸起高于拼焊板焊池的凸起。 价值很大。 据分析,这是由于点焊热循环的作用,熔池中的碳化物不同程度地长大,因此熔池区的碳化物比母材厚,导致强度下降熔池和塑性和硬度的增加。 这一推论与文献匹配一致。
根据国家标准,拼焊板的裂纹形成位置在薄边母材靠近热影响区的地方,说明拼焊板的热性能已经达到标准, 拼焊板点焊效果好。

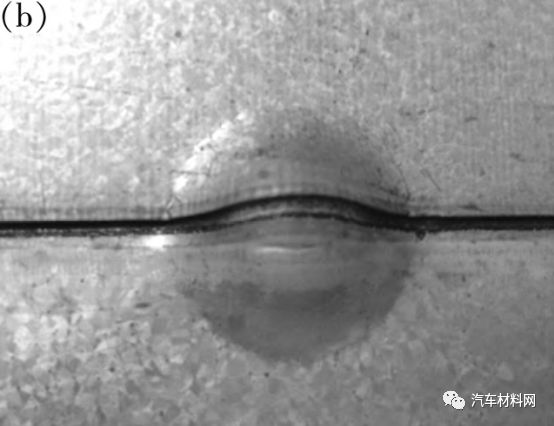
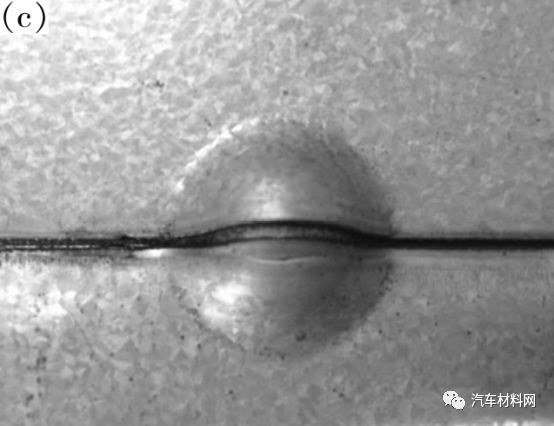
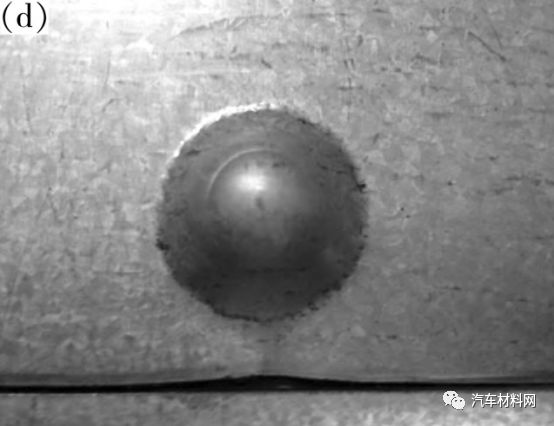
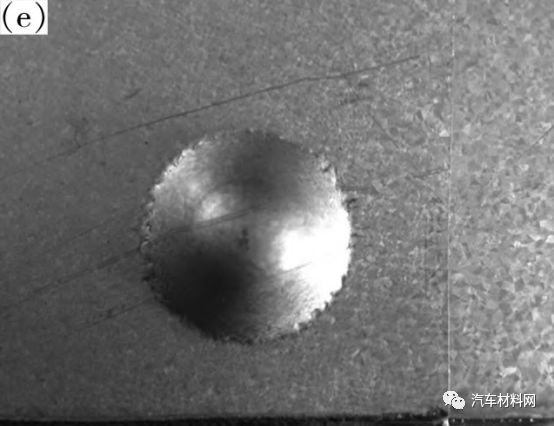
图2 拼焊板的杯突试验结果
比较表3中b#和c#的杯突峰,可以看出c#的峰值较大。 从本文2.1节熔池形貌分析可知,表3中的c#对应图1(f)中的熔池。 熔池表面形貌,即表2中F组点焊工艺参数表明,在3500W功率、/min钎焊速度、离焦量-2、挠度等工艺参数下的激光钎焊工艺参数量-0.1 焊接1mm/2mm DX52D+Z热轧板可以获得更好的点焊质量。
03
推理
(1) 由于薄板的长度不同,它们需要吸收的光能大小也不同。 需要用负的点偏量使拼焊板焊透,不产生液滴状熔体。 不允许负值。 太大了。
(2)拼焊不等边钢板时,薄板对接夹持时应留有间隙,使激光照射时金属蒸气可通过间隙蒸发。
(3) 不等边钢板拼焊的杯突试验,如果裂纹首先出现在焊缝处,则钎焊质量不合格。 但裂纹最先出现在板材靠近热影响区的一侧,拼焊板点焊有效。 相比之下,母材的杯突值大于拼焊板熔池的杯突值。





