


近年来,随着汽车、桥梁、航空航天等工业的快速发展,高强度紧固件的应用日益广泛。 高强度螺栓在节约原材料成本、节省装配工位、减轻车重等方面无疑具有不可替代的优势。 也引起了整个紧固件行业和用户的广泛关注。
汽车高强度紧固件因氢脆而早期断裂,将严重影响整车或总成的质量和声誉。 由于氢脆断裂的延迟不可预测,即使在装配时不发生脆性断裂,之后断裂的时间也较长,必须在汽车下线后进行更换零件,甚至有被召回维修。 此类措施势必造成巨大的经济损失和名誉损失。
虽然国内外关于氢脆的论文不在少数,但影响钢材氢脆的因素很多,包括母材的强度水平、零件的使用温度、材料的表面状况、应力状态等,在这些因素的交叉影响下,氢脆性的作用机理变得更加复杂,目前尚无文献能够做出完整的解释。 目前公认的解释是氢陷阱效应理论。
目前,紧固件氢脆的防治标准和试验方法有很多,如:国际标准化组织(ISO)、汽车工程师协会(SAE)、德国标准(DIN)、国家标准(GB)等。因此,世界上比较大的汽车公司或集团都制定了比较详细的企业标准,如:美国、日本的本田公司、、、法国的PSA集团等。
一、氢脆的机理——陷阱效应
所谓氢脆是指由于氢原子侵入基体材料而引起的材料延迟失效断裂。 氢脆通常表现为应力作用下的延迟断裂现象。 主要原理是将钢基体中一些容易渗入氢原子的位置描述为“陷阱”,这些位置包括钢组织中的晶界、位错中心、非金属夹杂物和碳化物等。界面,以及应力中心等。当活泼的氢原子进入这些“陷阱”时,它们变得束缚并成为不活泼的氢原子。 陷阱处氢原子的聚集会降低材料的断裂应力,在应力集中处形成裂纹,裂纹逐渐扩展直至发生断裂。 这就是氢脆引起的延迟断裂现象。
氢脆通常发生在零件承受静态载荷时,紧固件可能在安装后数小时或更长时间内失效。 当零件承受动态高应变载荷时,例如在拉伸试验中,载荷在短时间内迅速增加,最终达到零件的拉伸载荷极限而断裂,因此氢脆发生的可能性较小发生。 因此,拉伸试验的方法不适用于判断氢脆,具体方法将在后面介绍。
根据陷阱的深度,陷阱可分为可逆和不可逆两种类型,取决于陷阱结合能的强弱。 当陷阱的结合能较弱,即陷阱较浅时,氢原子很容易摆脱陷阱的束缚,重新成为活泼的氢原子。 这种陷阱称为可逆陷阱,也可称为引力陷阱。 这种陷阱的结合能主要来自于电场、应力场、温度梯度或非典型化学势,这些结合能在零件本身并不存在,一般是外部环境对零件的影响。 当外界环境发生变化,结合能消失时,氢原子可能从陷阱中逸出。 当氢原子在基体中扩散时,可逆陷阱实际上既是氢原子的巢穴,又可以转化为释放氢原子的来源。
不可逆陷阱具有很强的结合能和很深的陷阱。 氢原子一旦进入其中,就很难逸出,如大角度晶界、夹杂物或碳化物与钢原子之间形成的固-固界面、孔洞等位置,这种陷阱是物理的,也可以是称为物理陷阱,它只能成为氢原子的巢穴。
2、紧固件制造过程中容易增加氢脆风险的工序
在螺纹紧固件的制造过程中,如调质(淬火+高温回火)、氰化、渗碳、电化学清洗、磷化、电镀、滚压和机械加工(因润滑不当而烧焦)等工序,或在在使用环境中,由于阴极保护或腐蚀反应,氢原子可能进入钢或其他金属的基体并留在基体中。 在低于屈服强度的应力状态下,可能导致伸长率或承载能力的降低或丧失、裂纹(通常是亚微观的),以及在使用或贮存过程中突然断裂,导致严重的脆性破坏。
螺纹紧固件,特别是高强度紧固件,在材料改性、冷成型、硬化热处理、磨削或机加工、滚丝后进行表面处理,极易受到氢脆破坏。 但电镀过程中的酸洗和电镀是产生氢脆的关键因素之一。
(1)酸洗:零件酸洗时,钢与酸反应生成氢气,Fe+H+→Fe2++H2↑。 此时,钢与活性氢原子直接接触。 即使酸洗时间短,酸浓度低,仍有少量氢渗入。
(2)除油:阴极电解除油虽然除油效率高,但通电时会在阴极部分表面析出氢原子,造成渗氢。
(3)热处理:大批量热处理生产线均采用连续网带炉,淬火炉内一般滴入一定量的甲醇和丙烷作为保护气氛,防止脱碳。 保护气体在裂解罐内高温裂解产生H2、CO、CO2、CH4等,此时零件处于高温环境,氢气更容易渗透。
(4)电镀:电镀时,零件也作为阴极,在阴极上不仅沉积锌、镍等镀层,而且析出氢。 但研究表明,涂层对氢气有阻隔作用。 一旦零件上沉积了一定厚度的涂层,氢就很难渗透到钢基材中。 同样,之前已经渗透的氢气也很难逸出。
容易发生氢脆失效的紧固件必须满足以下三个特点:
A. 高抗拉强度或硬化或表面硬化;
B.吸附氢原子;
C,在拉应力下。
随着零件硬度的提高,含碳量的增加,冷作硬化程度的加强,在酸洗和电镀过程中。 氢的溶解度和吸氢总量也会增加,也就是说零件的氢脆敏感性会更强。 直径较小的零件比直径较大的零件更容易发生氢脆。
三、避免和消除氢脆的措施
(1)、减少金属中的氢渗透量
必须尽量减少高强度/高硬度钢紧固件的酸洗常用钢材与紧固件速查手册,因为酸洗会加剧氢脆。 除锈、除垢时常用钢材与紧固件速查手册,尽量采用喷砂、抛丸处理。 如果对洛氏硬度大于等于HRC32的紧固件进行酸洗,在制定酸洗工艺时必须保证零件在酸中浸泡的时间最长。 不超过 10 分钟。
酸的浓度应尽可能降低,零件在酸中的浸泡时间不应超过10分钟; 除油时,采用清洗剂或溶剂除油等化学除油方法,渗氢量小。 化学除油,先阴极,后阳极,高强度零件不允许使用阴极电解除油; 热处理时严格控制甲醇和丙烷的滴加量; 电镀时,碱性镀液或高电流效率镀液渗氢少。
(2) 低氢扩散率和低氢溶解度的镀层
一般认为,电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢中的氢容易残留,而Cu、Mo、Al、Ag、Au、W等金属镀层的氢扩散率较低且氢气溶解度低,透氢量少。 在满足产品技术要求的情况下,可采用不会引起氢渗透的镀层,如机械镀锌或无铬锌铝镀层,不会引起氢脆,耐蚀性高,性能好附着力。 电镀是环保的。
(3)、镀前去应力、镀后除氢,消除氢脆隐患
若零件经淬火、焊接等工艺后内部残余应力较大,应在电镀前进行回火处理。 回火消除应力实际上可以减少零件中陷阱的数量,从而减少氢脆的隐患。
(4)控制涂层厚度
由于涂层覆盖在紧固件表面,涂层在一定程度上会起到氢扩散屏障的作用,阻碍氢向紧固件外部扩散。 当涂层厚度超过2.5μm时,氢很难从紧固件中扩散出来。 因此,对于硬度<32HRC的紧固件,可要求涂层厚度为12μm; 对于硬度≥32HRC的高强螺栓,涂层厚度应控制在8μmmax。 这就要求在产品设计时必须考虑高强度螺栓的氢脆风险,合理选择涂层的种类和厚度。
一般情况下,除局部淬硬紧固件外,硬度超过49HRC的高强度钢件不允许采用电镀表面处理。
4、除氢的方法和方法
由于氢脆引起的高强度紧固件脆性断裂一般是突然发生的,不可预测的,所以这种失效形式的后果是非常严重的。 特别是有安全性能要求时,需要减少氢脆的发生。 因此,去除高强度紧固件的氢脆是一项十分重要的工作。
高强度紧固件的除氢方法和方法在不同的标准或法规中有所不同,但我们更倾向于硬度小于32HRC,不需要进行除氢处理,也不需要进行氢脆试验; 硬度大于或等于32HRC,且经过酸洗、涂油、磷化、机械镀锌、电镀锌等表面处理的紧固件必须进行脱氢处理。 表1列出了相关标准对除氢方法和方法的要求。
需要贫氢处理的紧固件的硬度,对于表面硬化的紧固件,脱氢处理的方法主要看它的“表面硬度”。 对于整体调质或局部淬火的紧固件,脱氢处理方法主要取决于其“芯部硬度”。
表格1

在目前采取的除氢措施中,烘烤是最有效的手段。 研究表明,当零件表面有一定厚度的镀层时,氢很难通过镀层向外扩散。 虽然在烘烤处理中只除去了一小部分氢,但烘烤处理可以使钢中的氢重新分布,扩散到材料内部的永久(或不可逆)陷阱位点而变得不活泼,使其难以积累到一个更危险的陷阱位置。 也就是说,烘烤处理可以防止紧固件中的氢气向应力集中部位聚集,从而延长和提高失效时间和临界应力水平。 因此,目前的烘烤处理对降低高强度紧固件的氢脆倾向非常有效。
1、酸洗、涂油、磷化、机械镀锌表面处理的紧固件除氢方法
对于高强度紧固件,硬度大于或等于32HRC,经过酸洗、涂油、磷化、机械镀锌等表面处理的紧固件不要求进行氢脆试验,因为吸收的氢量在上述过程较少,吸收的氢气通常会在 48 小时内自行释放,因此紧固件制造商应将其放置 48 小时后再将零件交付给客户。 也可以使用烘烤和脱氢方法。 酸洗、涂油、磷化件,115±10℃烘烤1小时; 已酸洗后机械镀锌的零件,在200±15℃烘烤1小时。
2、电镀锌表面处理紧固件的除氢方法
电镀过程中渗氢较多,电镀后零件应尽快脱氢。 钢制高强度紧固件必须在电镀后1小时内适当脱氢,脱氢烘烤在镀锌后、铬酸盐钝化前进行。 烘烤时间是否足够,主要取决于材料的硬度、机械性能水平、镀层厚度等。硬度小于32HRC的,可不进行烘烤脱氢处理,加氢不需要脆化试验; 硬度≥32HRC的高强螺栓,若硬度为32~36HRC,需在200±10℃烘烤至少4小时; 若硬度为37~39HRC,需在200±10℃烘烤至少8小时,烘烤后需进行氢脆试验。
无论是电镀还是磷化表面处理,都应在烤漆工艺完成后进行封闭处理工艺。
5、氢脆检测方法
电镀高强度/高硬度紧固件在交付给客户之前必须进行氢脆测试。氢脆测试方法包括平行支撑面法、气泡法等。
5.1 平行支承面法
平行支承面法是目前使用比较流行的一种测试方法,在ISO、DIN、EN、GB、SAE等标准中都有规定。 只是测试力矩的设置和测试时间的长短不同。
一、国家标准的规定:
国家标准GB/T3098.17-2000《平行轴承面氢脆预紧试验检查方法》(等同于ISO:1999标准,也与德国标准完全一致。)标准规定:
应在适当的测试夹具上进行预加载测试。 紧固件的应力应在其屈服点或断裂扭矩范围内。 可以通过配合螺母(或螺栓)或转动螺纹钢板来施加扭矩。 其他能保证相应紧固件所需应力在其屈服点或失效扭矩范围内的加载方法和夹具也是允许的。 该应力或扭矩应保持至少 48 小时。 每24小时应将紧固件重新拧紧至初始应力或扭矩,同时检查紧固件是否因氢脆而损坏。
(1)螺栓、螺钉和螺柱:试验夹具应采用硬度≥45HRC的淬硬钢板,两侧平行,并在钢板上开一个或多个垂直于板面的孔,如图所示1; 如果没有平坦的支撑面,螺栓和螺钉(如沉头螺钉)的夹具如图2所示。取5个螺栓或螺钉试样,按图示夹紧,然后分别拧紧至屈服点。 记录达到屈服点时的拧紧力矩。 这5次拧紧力矩的平均值即为氢脆试验的拧紧力矩。
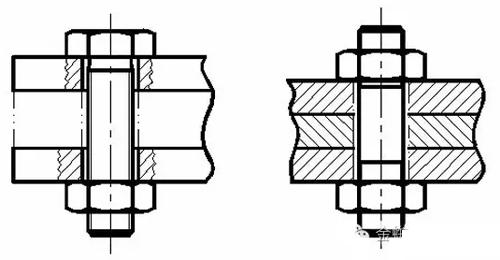
图 1 螺栓、螺钉和螺柱的测试夹具
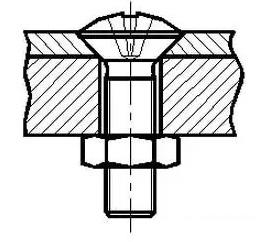
图 2 - 对于没有平面支承面的螺栓和螺钉
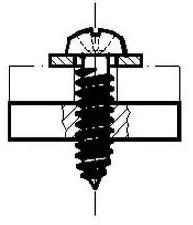
图3-自挤自攻螺钉和自钻自攻螺钉的测试夹具
(2)自挤螺钉、自攻螺钉和自钻自攻螺钉:试验夹具为预制螺纹孔的钢板,如图3所示。取5个螺钉试件,拧入试验板,直到螺钉头适合测试板。 继续拧紧螺钉,使五个螺钉分别达到其断裂扭矩,最小值的90%为试验扭矩。 由于十字槽、内花槽等扳手形式在拧紧过程中可能会滑落,无法将螺钉拧至断裂,此时取规定最小拧紧力矩的90%作为试验力矩。
(3)弹簧垫圈和锥形弹性垫圈:垫圈试件之间应用硬度大于垫圈试件的平垫圈隔开(最低硬度为40HRC)。 在同一螺栓上,如图4所示,应将锥形垫圈成对装配进行试验,并拧紧装配直至试验垫圈试件完全压扁。
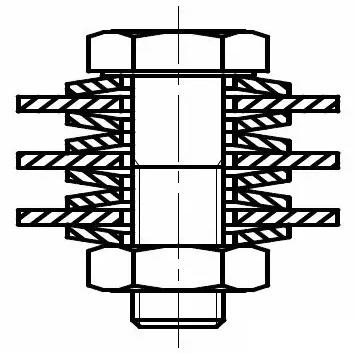
图 4 - 锥形弹性垫圈测试夹具
将测试件装入测试夹具后,施加测试扭矩并持续至少 48 小时。 至少每 24 小时应将螺栓和其他试件重新拧紧至初始试验扭矩。 试验完成前,应进行最后的拧紧。 然后卸下试件,目视检查试件。 如果没有可见的裂纹或断裂,则判断为通过测试。
值得注意的是,本标准规定的试验方法仅适用于过程控制,不作为验收检验的试验项目。
2、美国汽车工程师协会SAE/USCAR-7标准的规定为:
从一批待测零件中随机抽取5件,对零件或夹具施加扭矩直至零件最终损坏,记录每个紧固件的最大破坏扭矩,计算5个值的平均值,取此值的80%将用作测试扭矩。 然后用相同的夹具和相同的加载方法对被测零件施加试验扭矩。 具体试验件数应由供需双方协商确定,并在控制计划中规定。
施加扭矩后,将零件静置 24 小时并逐一检查。 在此期间如有损坏,则判定整批零件不合格,必须报废。 如果没有损坏,继续加载 24 小时,然后再次施加测试扭矩。 然后拆下零件,目视检查这些零件不应有裂纹。 如有裂纹,则视为整批不合格,也必须报废。
3、韩国D Motor公司标准规定:
采用力矩法,即先将螺栓拧紧至规定的拧紧力矩,然后以60°左右的角度拧紧,15小时后目视检查。
5.2 气泡法
这是一种比较快速和简单的测试方法。 将盛有适量凡士林的烧杯放在电炉上加热融化,加热至100~110℃并保温5分钟左右,除去其中的水分,然后清洗去除表面。 沾油的部分完全浸入油中。 如果在10秒内观察到零件表面有气泡,说明零件中含有一定量的氢气。 也可使用液体石蜡油,试验时需加热至150℃左右。
但这种方法只能看零件是否含有氢,而不能确定氢含量是否足以引起氢脆。 由于零件在加工过程中或多或少接触到氢气,我们认为该方法对严格意义上的实际生产和出厂检验没有指导意义。
6、脱磷处理
值得一提的是,一般表面或芯部硬度超过353HV的高强度紧固件在热处理前都需要进行表面清洗,以去除表面所有的磷和润滑油残留物以及其他有害污染物。 为了便于零件成型,同时也有一定的防腐作用,原料一般都经过磷皂化处理。 热处理时,磷会渗入钢基体中形成δ铁素体。 可用3%的硝酸酒精腐蚀金相试片。 在引擎盖下可以观察到零件表面的白色层,此时的磷会加剧零件的脆性。
由于热处理的高温条件有利于磷向基体中的渗透,因此必须对必须进行热处理的高强度紧固件进行脱磷处理。
七、结论
高强度紧固件的氢脆问题已成为国内外相关行业的重要课题。 曾出现过汽车弹簧、垫圈、螺钉、板簧等镀锌件,组装后数小时内断裂,断裂率达到40%~50%。 某特殊产品镀镉件在使用过程中出现了一批裂纹和断裂现象,国家组织研究制定了严格的脱氢工艺。
另外,有些氢脆并不表现为延迟断裂现象。 例如,电镀架(钢丝、铜丝)由于反复电镀、酸洗脱镀,渗氢严重,在使用过程中折叠时常发生。 脆性断裂现象; 霰弹枪精密锻造的芯棒,反复镀铬后,掉地就断; 有些淬火件(内应力大)在酸洗时会开裂。 这些零件渗氢严重,没有外力作用就会产生裂纹,脱氢后已不能恢复原来的韧性。
因氢脆引起的紧固件脆性断裂一般发生的非常突然且难以预测,因此这种失效形式的后果是非常严重的。 特别是有安全性能要求时,需要减少氢脆的发生。 因此,消除高强度紧固件的氢脆是一项十分重要的工作。





