欢迎找机构!点击上方
压力容器人关注

二次焊接工艺适用于低碳钢、低合金高强钢等各种大型钢结构的焊接。 焊接生产率高,抗裂性能好,焊接变形小,适应变形范围广。 可用于薄板和中厚板。 零件焊接。
1、焊前接头清理要求 影响焊缝质量的毛刺、油污、锈垢、氧化皮等,必须清理坡口两侧30mm以内。
2、当施工环境温度低于零或钢材碳当量大于0.41%,且结构刚度过大时,物件较厚时应采取焊前预热措施。 预热温度为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。
3、当工件厚度大于6mm时,为保证焊透强度,应在板材对接边切V型或X型斜角,斜角为60°,钝角边缘p为0~1mm,装配间隙b为0~1mm; 当板厚差大于等于4mm时,较厚板的对接边应倒角,如图:
4、焊接前应仔细检查CO2焊机送丝及气流是否顺畅。
5、如使用瓶装煤气,应排空净化,并检查煤气压力。 如果低于9.8×10.5PQ(10kgf/mm2),停止使用。
6、根据不同的焊接工件和焊接位置调整规格。 通常的焊接规范可以用下面的公式:V=0.04I+16(允许误差±1.5V)
焊接材料
1、CO2气体纯度要求99.5%; 含水量不超过0.1%; 含碳量不超过0.1%。
2、重要结构焊接选用焊丝牌号低碳钢和高强度低合金钢; 一般结构焊接选用低碳钢。
焊丝表面镀铜不允许有锈斑存在。
1. 垂直或倾斜位置的坡口接头必须自下而上焊接。 对于薄板对接接头和无坡口的立角角焊缝,可采用向下焊; 水平、水平和向上的对接接头可以向左焊接。
2、室外作业风速大于1m/s时,应采取防风措施。
3、必须根据被焊工件的结构选择合理的焊接顺序。
4、对接两端应安装尺寸合适的引弧灭弧板。
5、软管内的污物和喷头的飞溅物应经常清洗。
6、对于有坡口的板缝,特别是厚板的多道焊缝,焊丝摆动时应在坡口两侧稍作停顿,每层锯齿条厚度不应大于4mm,以便焊缝能够很好地熔合。
7、根据焊丝直径正确选择焊丝导电嘴。 焊丝的伸出长度一般应控制在焊丝直径的10倍以内。
8、送丝胶管在焊接时必须光滑,不得扭曲,送丝胶管半径不应小于150mm。 焊接前应将供气软管中残留的不纯气体放掉。
9、导电嘴磨损后,孔径增大,造成焊接不稳定,需要重新更换导电嘴。
焊接程序
1、焊板缝,应先焊纵横相交的焊缝,再焊边焊缝。
2、接缝长度超过1米时,应采用对称焊法或分步回焊法。
3、当机架上的对接焊缝和角焊缝同时存在时,应先焊板材对接焊缝,再焊机架对接焊缝,最后焊机架与板材角焊缝。
4、凡是对称的物体,都要从中心向头尾焊接,左右、方向要对称。
5、当物件上同时有上、平、立、角焊缝时,应先焊立角焊缝,再焊平角焊缝; 应先焊短焊缝,后焊长焊缝。
6、凡是吊装“马”气保焊丝钢材,焊脚应缠绕“马”板厚,焊后应仔细检查焊缝质量。
7、若构件焊缝质量不好,应在构件合格时进行反改,不可在整体安装焊接时进行。
质量要求
1、按各种重要结构对接焊缝设计规范的技术要求,进行一定数量的X射线或超声焊缝内部检查,并按设计规范进行评定。
2、外观焊缝检测,所以对所有结构焊缝进行检测,焊缝外观质量要求为:
①焊缝的直线度,≤100mm以内任意部位的直线度≤2mm。
②焊缝应平整,不突兀
③焊缝高差长度为25mm,高差应≤1.5mm。
④当物板厚度≤4mm时,角焊缝的K值公差为0.9K0≤K≤K0+1; 0.9K0≤K≤K0+2当物板厚度>4mm时。 (K0为设计焊脚尺寸)
⑤焊缝咬边:当板厚≤6mm d≤0.3mm时,d
板厚>6mm时d≤0.5mm(d为底切深度)
⑥焊缝不允许有低于工件表面的裂纹和尚未熔合的缺陷。
⑦ 多道焊缝叠合面相交处凹陷深度应≤1mm。
⑧ 所有焊接缺陷允许修补,修补后应打磨平整。
⑨当构件材料为铸钢件时,焊后必须进行550℃退火,以消除应力。
3.焊接结构允许烟火矫正。
1 起弧
(1)保持干伸长率不变。
(2)反引弧法,在焊道前端10-20mm处引弧。
(3)接缝减薄,防止接缝熔化。
2 收弧
(1)保持干伸长率不变。
(2)在熔池边缘结束电弧。
起弧和收弧过程,CO2的起弧和收弧过程虽然简单,但是如果达到一定的质量要求,就需要掌握标准的操作过程。
起弧过程:起弧前,在焊丝末端与母材保持一定距离的同时按下焊枪开关。 起弧时,保持伸出长度不变。 由于起弧点工件温度低,不能像手工焊那样拉长电弧进行预热,因此应采用后向起弧方式使焊道充分熔化。
灭弧过程:CO2焊灭弧时,应保持干伸长度不变,将烧点拉至熔池边缘,使电弧停止。
3 操作方法
(1)左焊法(右→左):残余高度小,宽度大,飞溅小,焊缝易于观察,焊接过程稳定,气体保护效果好(有色金属必须采用左焊法) ,但溶解深度较浅。
(2)右焊法(左→右):余高大,宽度小,飞溅大,熔池易观察,熔深深。
(3)运枪方式:锯齿摆动。
(4)平角焊缝不摆动或轻微摆动。
(5)立角向上焊,用三角枪。
(6)焊枪过渡:停留在熔池两侧,在熔池前1/3处过渡。
(7)喷枪角度:垂直于焊道,沿喷枪方向成80-90°角。
(8)试板:间隙为2.0-2.5mm,圆弧起点略小于圆弧终点。 无钝边,抗变形1°。
(9) 防止缺陷:
防角不熔——烧透角。 防夹层不熔——注意喷枪的角度。
4 焊接参数
(1)电流电压U2=14+0.05I2 应根据母材厚度、接头形式、焊丝直径正确选择焊接电流。 短路过渡时,在保证熔透的前提下,尽量选择小电流,因为电流过大时,容易造成熔池翻滚,不仅飞溅大,而且成型也很差。 焊接电压必须与电流匹配好。 焊接电压过高或过低都会引起飞溅。 焊接电压应随焊接电流的增大而增大,随焊接电流的减小而减小。 最佳焊接电压一般在1-2V之间,所以焊接电压要仔细调整。
电流过大:弧长短,飞溅大,有打顶的感觉,补强过大,双方熔合不好。
电压太高:电弧长,飞溅稍大,电流不稳定,余高太小,焊接间隙大,电弧容易烧坏导电嘴。
(2)干伸长率
焊丝伸出导电嘴的长度为干伸长率,一般经验公式为焊丝直径的10倍I=10d。 当范数很大时,它会稍微大一点。 标准小时,略小。 干伸太长:焊丝伸长过长时,焊丝的电阻发热较大,焊丝熔化速度加快,容易造成焊丝熔断分段,飞溅大,熔深浅,电弧燃烧不稳定。 同时,空气防护效果不佳。
延长线太短:容易烧坏导电嘴。 同时,导电头发热,容易夹住电线。 飞溅很容易堵塞喷嘴。 深深融化。
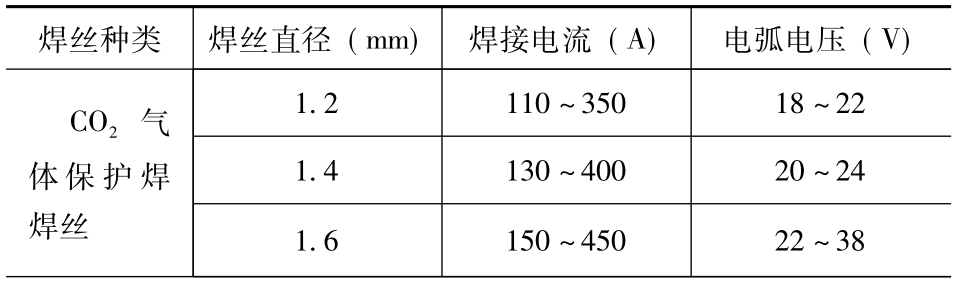
电流200A以下 200~350A 350~500A
干伸长 10~15mm 15~20mm 20~25mm
(3) 气体流量
L=(10—12)d·L/min过大:产生紊流,造成空气侵入,产生气孔。 太小:空气保护差。 风速≤2m/s时不受影响。 风速≥2m/s时应采取措施。
① 增加气体流量。 ②采取防风措施。
注意:漏气时,焊缝处会出现气孔,必须对漏气点进行处理,不能通过增加流量来补充。
(4)电弧力
不同板厚、不同位置、不同规格、不同焊丝时,选择不同的电弧力。 太大:电弧硬,飞溅大。 太小:电弧软,飞溅小。
(5) 压缩力
太紧:焊丝变形,送丝不稳。 太松:焊丝打滑,送丝慢。
(6) 电源极性
直流反极性:熔深大,飞溅小,焊缝成形好,电弧稳定,焊缝含氢量低。 直流正极性:同等条件下,焊丝熔化更快。 是反极性的1.6倍,熔深浅,余高高,飞溅大。 用于堆焊、铸铁补焊和高速焊。
(7)焊接速度
焊接速度对焊缝的内外外观质量有重要影响。 电流电压一定时:焊接速度过快:熔深、熔宽、补强减少,形成凸起或驼峰焊道,焊趾咬肉。 焊接速度过快,会破坏气体的保护作用,容易产生气孔。 同时,焊缝的冷却速度也会相应加快,从而降低焊缝金属的塑性和韧性。 并且会造成焊缝中间出现加强筋,造成成型不良。 焊接速度太慢:熔池变大,焊缝变宽,焊趾溢出。 焊接速度慢气保焊丝钢材,容易排出熔池中的气体。 粗焊缝金属结构或因过热而烧穿。
焊接参数应按下列条件选择:焊缝外观美观,无烧穿、咬边、气孔、裂纹等缺陷。 穿透深度控制在合适的范围内。 焊接过程稳定,飞溅小。 焊接时我听到沙沙声……打磨声。 同时,它应该具有最高的生产力。 CO2焊的焊接规范主要包括:焊接电流、电弧电压、焊接速度和气体流量。 这些参数对焊丝的加热熔化和焊缝的形成有很大的影响。
以下是来自【压力容器侠】公众号的精彩历史文章,新朋友可以阅读,关注后每天都会收到精彩的学习文章! 公众号里的“不锈钢”、“热处理”、“锻件”等帖子是什么? 自己试试吧...
精彩回顾点击链接查看
我创建了近百个压力容器相关微信群,包括特检院、设计、审核、分析、超控学生群、制造工艺、焊接工艺、无损检测、质保、采购销售、化工工艺、管道、LNG、低温、ASME、考试审核纯学习组、审核继续教育组及各区域组,分为山东、江苏、浙江、北京、上海、天津、东北区、西南区、华中区、西北区、华南区、华北组。 长按下方二维码关注压力容器人后,即可轻松自行进群。
本文来自